
進階雷射控制技術:IFOV、PSO 與功率校正,實現高精度一致性加工
在高階製造的激烈競爭中,企業的成敗取決於能否以更高效率、更低成本,交付超越市場期待的產品,Aerotech 的進階雷射控制技術,正是實現此一目標的關鍵核心;此技術不僅是單一功能的提升,而是一套完整的解決方案,目的在賦予製造業者前所未有的製程自由度,它將工程師從物理極限的妥協中解放,把複雜的製程變因轉化為精準、可控的參數,最終讓企業得以兼顧產能與品質,開拓過去無法觸及的高階應用市場,將卓越的技術實力,直接轉化為顯著的商業價值與市場領導地位。
根本性痛點:製程參數的相互牽制
然而,要達到此一願景,首先必須正視高階雷射加工領域一個長期存在的根本性痛點:製程參數間的相互牽制;傳統技術下,加工範圍、加工速度與加工品質形成了一個難以平衡的三方拉鋸,追求微米級的精細特徵(小光點),就必須犧牲加工範圍(FOV);若要擴大加工面積以提升產能,又不得不忍受光點品質下降所帶來的精度損失;更棘手的是,當運動系統在複雜路徑上進行加減速時,固定的雷射觸發頻率會導致能量密度在轉角處過度累積或在直線段稀疏不足,形成難以預測的熱影響區,直接衝擊產品的良率與一致性;這些根深蒂固的物理限制,不僅迫使工程師在設備設計與製程開發上做出大量妥協,更成為限制產品創新與產能提升的無形枷鎖。
進階雷射控制—改善您製程的關鍵功能
透過消除雷射加工參數對運動軌跡的依賴性,能夠產生更一致的雷射與材料互動作用,進而提升零件的良率,Aerotech 的專利雷射控制功能,讓使用者得以解開在許多雷射加工中心內,迫使關鍵設計做出妥協的製程參數糾纏,Aerotech Automation1 PC-based 運動控制器,為整合振鏡式雷射掃描頭與傳統線性和旋轉伺服控制的雷射製程,實現了單一控制器的架構。
Automation1 內含強大的功能,可將這些運動類型與經過校準的雷射觸發,在位置與功率密度上進行結合,這意味著製程可以達到一致且可再現的成果,而無須遷就製程速度或掃描器視野 (Field of View, FOV)。
無限視野 (Infinite Field of View)

圖 1. Aerotech 無限視野 (IFOV) 功能的視覺化展示,此功能協調了精密平台與雷射掃描頭的運動。
Aerotech 的無限視野 (Infinite Field of View, IFOV) 控制器功能,顯著提升了雷射加工系統的產能、品質與精度,有了 IFOV,採用雷射掃描器的系統其工作區域將不再受到限制,這允許系統選用最佳化的光學元件,以最小化光點尺寸,同時保持工作區域的靈活性,在多數當代採用振鏡掃描頭的雷射加工系統中,加工範圍大小和聚焦後的光點直徑,是透過 f-theta 透鏡的選擇而相互關聯的。
如果使用者想要一個大的加工範圍來處理較大的工件並提升產能,他們就必須在光點尺寸上做出妥協,接受一個較大的光點,然而,較大的光點尺寸可能會妨礙進行高品質切割或製作精細特徵的能力,反之,如果製程要求極小的光點尺寸,使用者就會被限制在一個很小的工作區域內,從而無法實現高產能,IFOV 功能消除了這些限制,因此使用者無須再遷就於一個折衷的解決方案。
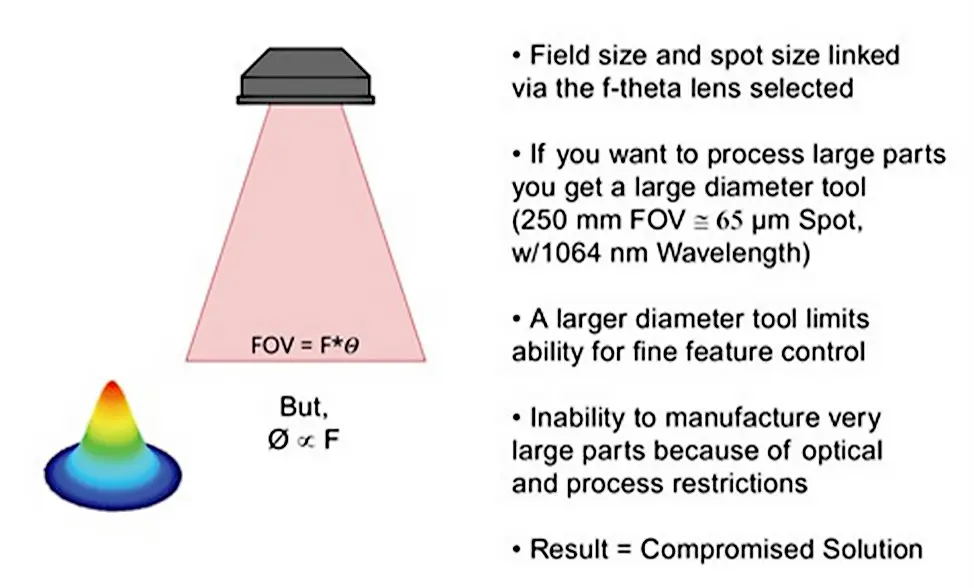
圖 2. 視野範圍大小與雷射光點尺寸之間關係的說明。
位置同步輸出 (Position Synchronized Output)
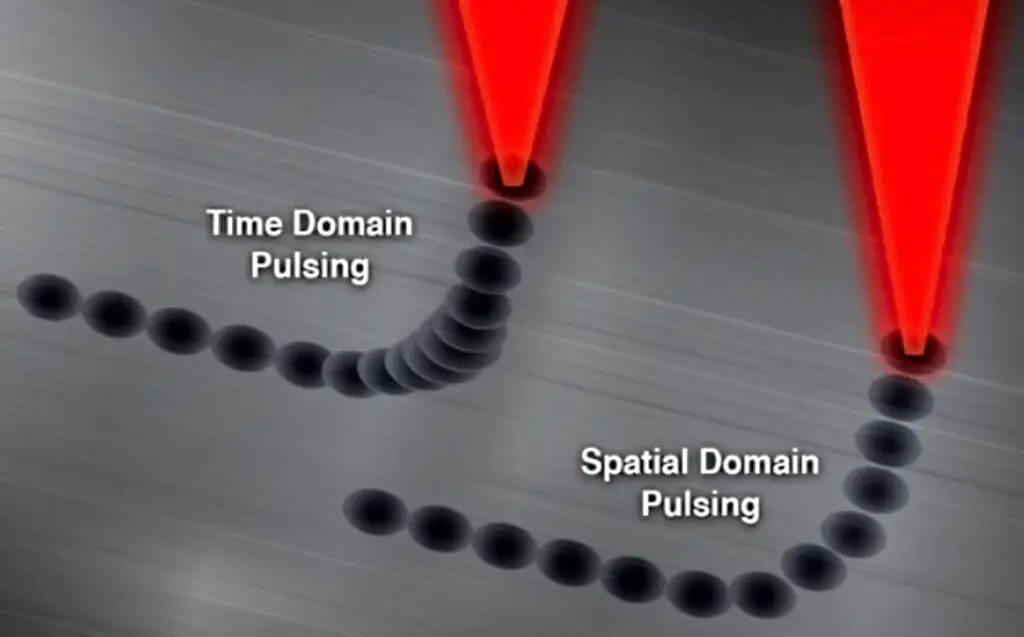
圖 3. 空間域脈衝觸發技術,消除了在加速期間雷射能量的過度累積,並確保雷射脈衝根據實體軸向編碼器的回饋,精確地落在正確位置。
Aerotech 的位置同步輸出 (Position Synchronized Output, PSO) 功能,在空間域中對雷射觸發進行控制,允許脈衝頻率根據真實的刀具對工件速度以及雷射光點位置進行調變,這種作法緩解了因雷射控制系統與運動子系統之間的互動,而可能產生的製程參數糾纏。
多數現代雷射系統能夠以數百 kHz 到數 MHz 的頻率進行觸發,這通常被稱為雷射的重複頻率,這些頻率是固定的,但允許一個外部觸發訊號(例如 PSO)來指定發出雷射脈衝的時機,在許多僅實施掃描器或掃描器搭配線性/旋轉伺服運動的控制方案中,觸發指令僅來自於時域上的間隔,PSO 則利用掃描器軸向和線性/旋轉伺服軸向的數位編碼器回饋,依據雷射光束在工作平面上或工作點的校準位置,進行即時的雷射觸發。
採用 PSO 可在整個運動輪廓中,保持光點重疊率的一致性,無論在其預期路徑上的任何給定點,是哪個軸向為光束速度做出貢獻,這穩定化了沿著路徑的雷射能量密度 (fluence),即單位面積的能量,並允許運動系統在加速和減速時,不會產生任何不一致性,因此,應用程式可以充分利用雷射掃描頭的動態性能,而不會遭受動態精度損失的困擾,透過 PSO 實現的恆定且可程式化調整的光點重疊率,賦予使用者對傳遞至工件的雷射能量密度的明確控制權,且該控制獨立於系統動態之外,從而實現了更優越的製程品質控制,除了限制運動系統發揮其全部性能外,要求恆定速度的傳統雷射控制方式,也使得程式編寫和運動路徑變得更加複雜,恆定速度的限制,通常會透過在精細特徵上增加樣條曲線,來增加整體運動路徑的長度,這同樣會降低產能。
功率校正對應
功率校正對應確保了高品質的材料加工,並實現更高的產能,如前在 IFOV 與 PSO 章節所討論,許多現代材料的高品質切割,對於能量密度非常敏感,使用者希望能夠利用其雷射傳輸系統的整個可用工作區域,只要這樣做不會降低品質,即使在採用 IFOV 的掃描器系統中,充分利用掃描器的完整工作區域也能提高系統產能,因為它允許掃描器在組合運動期間承擔最多的工作。
許多光學系統,特別是場平坦化光學元件 (field flattening optics),會在整個加工範圍內導致光點變形,尤其是在接近邊緣時,Aerotech Automation1 控制器,允許建立功率校正對應圖,以補償雷射光點因在加工範圍內的位置不同而產生的變形,隨著系統在行程中移動,控制器會透過類比輸出自動管理雷射源的功率輸出,以在工件上維持一個更為恆定的能量密度,從而達成更佳的品質控制。
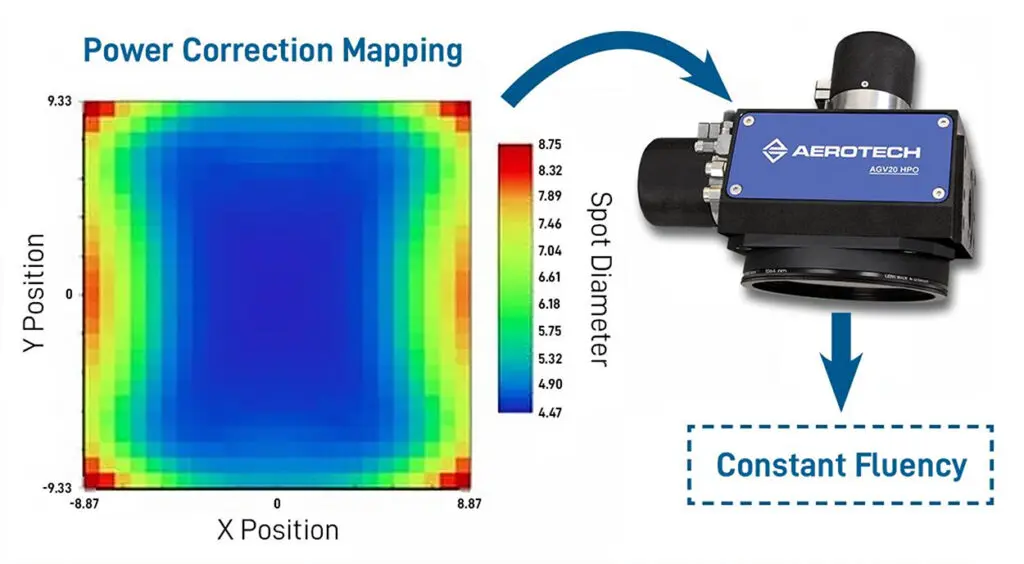
圖 4. 功率校正對應功能,允許對雷射功率輸出進行校準,以補償光學系統已知的雷射光點尺寸變形。
功率調節
功率調節是另一項確保使用者達成最高加工品質與一致性的工具,如同功率對應功能根據位置調變雷射功率,Automation1 控制器也允許使用者根據雷射光點的組合向量速度,自動縮放功率輸出,雷射光點移動得越快,就需要越高的功率來維持切割路徑上的平均能量密度,功率調節是透過類比向量追蹤 (Analog Vector Tracking) 實現的,此功能與 PSO 和功率對應協同運作,在雷射控制期間將運動的各個層面都納入考量,與 PSO、IFOV 和功率對應一樣,此工具賦予使用者對其製程參數的最大控制權,而無需做出任何妥協。
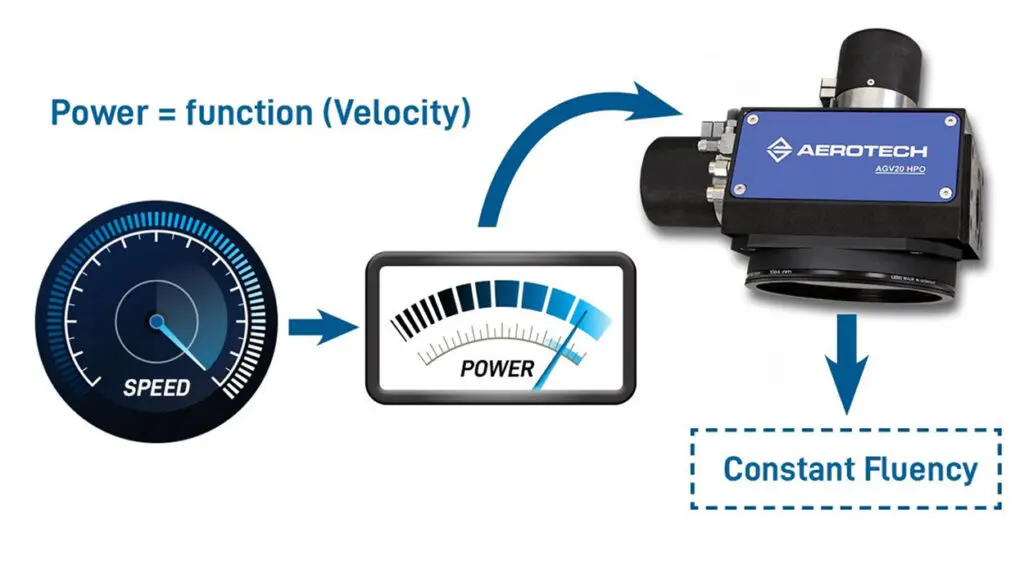
圖 5. 功率調節功能,允許根據雷射光點的速度來調變雷射功率輸出,以實現恆定的平均路徑能量密度。
相關產品
延伸閱讀
- 告別複雜架構:單一控制器實現雷射掃描與伺服高效整合
- 掃描頭動態+IFOV同步控制:突破雷射加工速度與品
- 位置同步輸出 (PSO) | 依據移動距離實現高精度製程觸發控制
- 伺服與振鏡組合運動精度評估:誤差特性分析與系統性能預測
- IFOV 與 PSO 技術:突破雙光子聚合 (2PP) 積層製造的品質與產能瓶頸
- Automation1 運動控制平台如何提升雷射掃描系統的追蹤性能
- Part-Speed PSO | 在複雜運動學系統上實現以指令速度為基礎的位置同步輸出
- 當複雜運動學遇上直觀控制:單一平台實現高階伺服與振鏡同步的架構解析
- 高精度五軸雷射進動掃描技術(PSO) 如何提升微加工能力
- PSO 外部同步功能| 使位置同步輸出與鎖模雷射時脈同步
- DrillOptimizer | 消除雷射鑽孔步進穩定延遲,實現零秒瞬定加工
- 圓柱工件雷射光柵掃描技術:結合位置同步輸出與飛行標刻之高速加工策略