
透過強化的雷射接合技術,提升植入式醫療器材的可靠性
雷射接合是組裝高效能、第三類(Class III)植入式醫療器材的黃金標準,這項技術促成了許多醫療創新的實現,從導絲組件等被動式醫材,到心律調節(CRM,Cardiac Rhythm Modulation)裝置和腦機介面(BCIs,Brain-Computer Interfaces)等精密的主動式產品。
醫療器材製造商必須能夠確信,一旦將裝置植入患者體內,其組件將能完整地維持其功能性,雷射接合技術透過提供一種非接觸、無微粒的接合方式,能夠快速形成高強度鍵結,並具備卓越的精密度與可控性,從而滿足此一關鍵需求,圖 1 描繪了數種採用雷射接合技術製造的常見醫療器材。

圖 1:需要雷射加工以確保接點穩固、高品質的醫療器材範例(左圖),以及標示出關鍵接點的植入式裝置範例(右圖)。
為何採用雷射接合技術?
雷射接合技術相較於其他材料接合技術,展現了顯著的優勢,與傳統的焊接或接合方法(例如,金屬惰性氣體焊接、鎢極惰性氣體焊接等)不同,後者往往會產生大量微粒,且通常需要二次加工或清潔程序,雷射接合則是一個潔淨的製程,此外,經過適當控制與改良後,高強度的雷射接點能夠以高速產生,當雷射接合透過自動化設備執行時,這些接點不僅具有高度的可再現性、極高的精密度,同時在視覺上亦相當美觀,自動化雷射焊接製程亦能對接點的熱影響區(HAZ,Heat Affected Zone)進行嚴格控制,如圖 2 所示,最後,雷射接合為異質材料的接合開創了新的契機,為器材製造商帶來了全新的可能性¹。
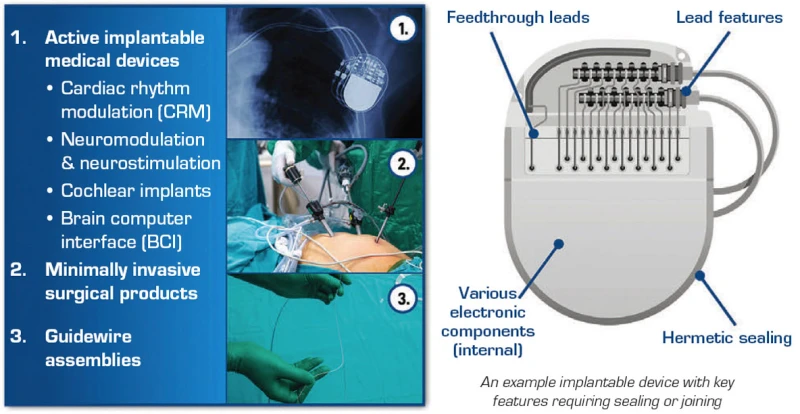
圖 2 - 雷射焊接的熱影響區與其他材料接合形式的比較圖示。
雷射接合的運作原理為何?
有效的雷射接合是透過沿著特定路徑或輪廓,進行精準控制的雷射能量傳遞來完成,其中,透過匙孔(Keyhole)管理的雷射接合是一種精密的焊接技術,它利用高能量雷射光點來產生既深且窄的焊道,在此過程中,雷射的強大能量會迅速熔化材料,形成一個被稱為匙孔的狹長深穴,這個匙孔被熔融的材料池所包圍,並由雷射的能量輸入與散熱之間的微妙平衡來維持,隨著雷射光束沿著接點移動,它會持續熔化匙孔前端的材料,而熔融的材料則會圍繞並填補其後方,最終凝固形成材料中堅固的焊道(或接點)。
與其他焊接方法相比,匙孔工法能夠實現更深的熔深與更高的焊接強度,這使得它在接合較厚材料或需要高焊接深度的應用中特別有效,然而,對功率密度和焊接參數的精確控制至關重要,以防止產生如孔隙或過度飛濺等瑕疵,並確保形成高品質且耐用的焊道,其差異如圖 3 所示。
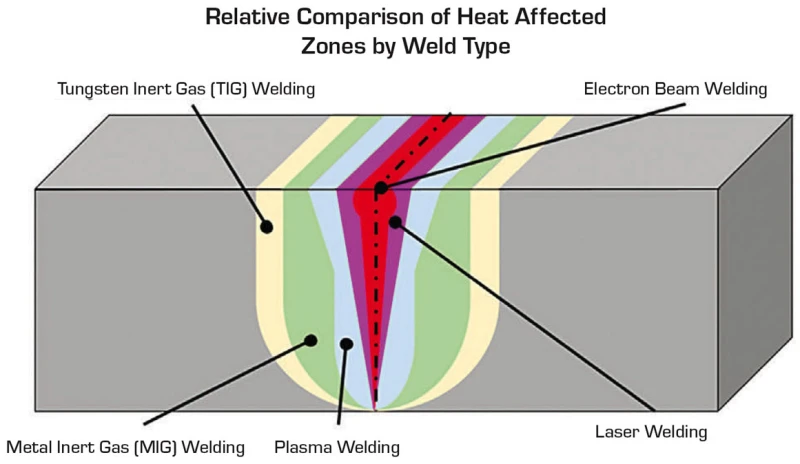
圖 3 - 用於產生雷射焊道時的代表性匙孔剖面圖(上方)與俯視圖(下方)。
要完全發揮雷射接合的潛力,也取決於透過對工件相對雷射光點的適當運動控制來執行的精確製程控制,雷射施加於材料上以形成高完整性鍵結的熱能位置與數量,對於確保一致、可再現的接點與最小化的熱影響區至關重要,藉由將空間域雷射脈衝控制等先進控制器功能與卓越的機電系統相結合,器材製造商可以在其組裝過程中實現前所未有的工件再現性水平,這些控制功能強化了接合製程,為日益複雜和小型化的植入式裝置鋪平了道路,最終帶來更佳的病患治療成果與更廣泛的治療選擇。
如何產生高品質的雷射接點?
一個典型的雷射焊接工作站包含一個雷射源與一個雷射掃描器,雷射源的選擇通常是為了達到預期的雷射與材料互動效果,舉例來說,對於如銅或鋁等高反射性材料需要給予特殊考量,此外,極薄或極厚的材料會有不同的應用需求,雷射源供應商可以協助確保所選的雷射是特定應用的最佳選擇,因為供應商能夠將目標焊道的屬性納入考量,包含熔深、焊道寬度、熱影響區尺寸以及速度等要求,一旦選定雷射源後,便可選擇雷射掃描振鏡。
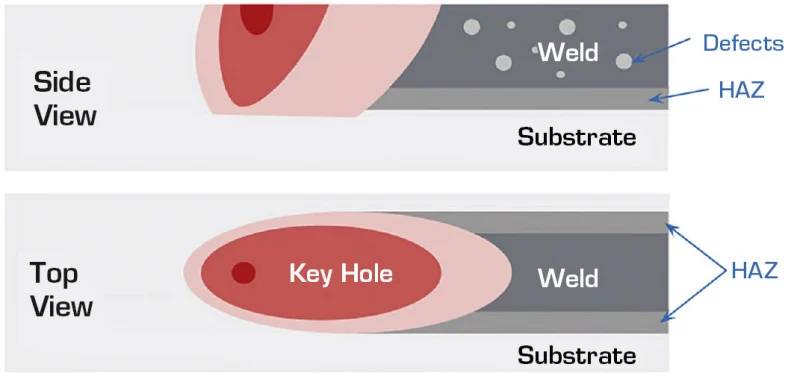
圖 4 - 一組高效能雷射掃描振鏡的影像(左圖),及其內部組件和雷射光束路徑的分解圖(右圖)。
雷射掃描振鏡通常由至少兩個高動態馬達(通常稱為振鏡馬達 (galvanometers))組成,這些馬達與針對雷射源具有最佳化反射率的鏡片耦合,馬達亦採用高解析度數位編碼器,使其角位移可以透過伺服控制迴路進行控制,鏡片引導雷射光束穿過一個 F-theta 透鏡,該透鏡能將鏡片的角度位置線性化為光束在透鏡視野範圍內的位移,如圖 4 所示,在雷射焊接的應用情境中,雷射掃描振鏡提供了數項優勢,包括:
- 最佳的光束控制與定位:
即使在處理複雜工件時,快速且精準地引導光束的能力也能實現一致且可重複的焊接,即便在高速運行下,雷射掃描振鏡仍可用於在工件上執行複雜的焊接圖案或幾何形狀。 - 焊接匙孔管理:
如圖 5 範例所示的橢圓擺動(wobble)圖案,是常用於控制焊接匙孔寬度與深度的方法,脈衝控制和功率調變也可用於管理熱能輸入。 - 製程監控:
離軸攝影機或同軸視覺系統也可以精確地定位雷射光點,並對焊接過程進行即時管理。

圖 5 - 用於產生焊接路徑時的橢圓擺動圖案範例。
如何執行大範圍焊接?
雷射掃描振鏡一個常見的限制是其視野範圍,為了在工件上定位雷射光點時維持精密度,掃描振鏡的視野在工作平面上的 X 和 Y 維度可能被限制在數十毫米內,過去,這限制了可焊接工件的尺寸,然而,近期的運動控制技術進展實現了對雷射光點在幾乎無限視野範圍內移動的無縫控制。
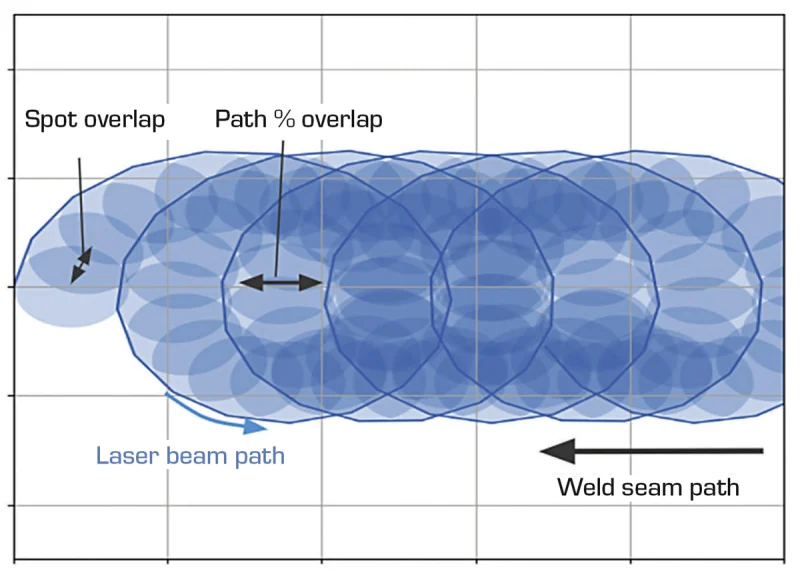
圖 6 - Aerotech 的 Automation1 控制器能同步控制雷射掃描振鏡與伺服平台,以執行高效能的雷射焊接。
透過將雷射掃描振鏡與高精度伺服平台的控制相結合,便無需為了觸及超出雷射掃描振鏡視野範圍的區域而移動工件,如圖 6 所示的現代運動控制器,允許雷射掃描振鏡和伺服平台同步運動,從而在非常大的工件表面上實現高品質的接點。
結論
雷射接合技術對於創造可靠、高效能的植入式醫療器材至關重要,它能有效強化病患安全與裝置的長期運作穩定性,雷射接合所提供的精確控制與再現性,特別是透過匙孔管理技術,確保了堅固、潔淨且具備最小熱影響區的接點,能同步控制雷射掃描振鏡與伺服平台的先進運動控制器同樣不可或缺,這些組件實現了精確的光束控制、焊接匙孔管理以及在較大工件上生成焊道的能力,此等級的控制能力與精密度將在植入式醫療器材的持續進步中扮演關鍵角色,雷射接合將促成更為複雜和小型化的裝置開發,最終擴展治療選項並改善病患的治療成果。
參考資料
Sergey Kuryntsev, et al., “A Review: Laser Welding of Dissimilar Materials (Al/Fe, Al/Ti, Al/Cu) — Methods and Techniques, Microstructure and Properties,” Materials , 2021 Dec 24.
本文由 Aerotech (位於美國賓州匹茲堡)業務發展經理 Travis Schneider 撰寫。
關於 Aerotech
自 1970 年以來,Aerotech 一直是全球精密運動控制和自動化產業的領導者,從標準的定位技術和控制系統,到客製化設計的自動化系統,Aerotech的產品支援著世界各地的研究與工業組織;Aerotech 的解決方案為航太、消費性電子和醫療設備等產業中全球最知名的科技公司,實現了微米級和奈米級的製造、測試和檢測流程。
延伸閱讀
- 位置同步輸出 (PSO) | 依據移動距離實現高精度製程觸發控制
- Part-Speed PSO | 在複雜運動學系統上實現以指令速度為基礎的位置同步輸出
- 圓柱工件雷射光柵掃描技術:結合位置同步輸出與飛行標刻之高速加工策略
- 精密滾筒刻寫的運動控制挑戰:實現次微米精度與同步觸發
- 掃描頭動態+IFOV同步控制:突破雷射加工速度與品
- 告別複雜架構:單一控制器實現雷射掃描與伺服高效整合
- 伺服與振鏡組合運動精度評估:誤差特性分析與系統性能預測
- 非接觸式位移量測技術於精密運動控制系統之原理與應用
- 精準驅動創新:剖析精密運動與自動化技術於高科技產業的革新應用