
突破大面積雷射加工拼接極限:IFOV 無限視野同動技術解析
在先進製造版圖中,不論是推動高效能運算(HPC)晶片的「面板級扇出型封裝(Fan-Out Panel-Level Packaging, FOPLP)」,或是次世代高動態對比的 Micro-LED 巨量轉移與修復製程,皆面臨著一個共同的終極挑戰:如何在長寬超過一公尺的超大型玻璃或複合基板上,進行特徵尺寸(Feature Size)僅有數微米(Micrometers)的超高密度雷射鑽孔、切割或剝離(Lift-off)。

長期專注於先進半導體雷射製程與精密運動力學,當我們檢視最新的國際製程良率數據與光學幾何極限時,會發現一個嚴峻的工程現實:雷射光學系統的「解析度」與「加工面積」在物理學上是互相排斥的,傳統的雷射加工機台在面對大尺寸與超微細特徵的雙重夾擊時,正陷入難以自拔的「拼接(Stitching)」泥沼中,本文將純粹從光學傳播物理、運動控制理論的頻譜響應,以及時域同步邏輯出發,深度剖析現代大面積雷射加工工程師在實務上所遭遇的嚴苛法規與三大核心技術難題。
國際製程規範的演進:大尺寸微細加工的極限容忍度
在探討具體的雷射與運動控制痛點之前,我們必須先理解指導這些超大尺寸基板加工的最高準則,以國際半導體產業協會(SEMI)針對大尺寸高密度先進封裝面板的最新規範(如 SEMI 3D20 相關衍生標準),以及國際電子工業聯接協會(IPC)針對微通孔(Microvias)的檢驗標準為例,對於大面積加工的「幾何連續性」與「空間定位精度」提出了極端嚴苛的要求。
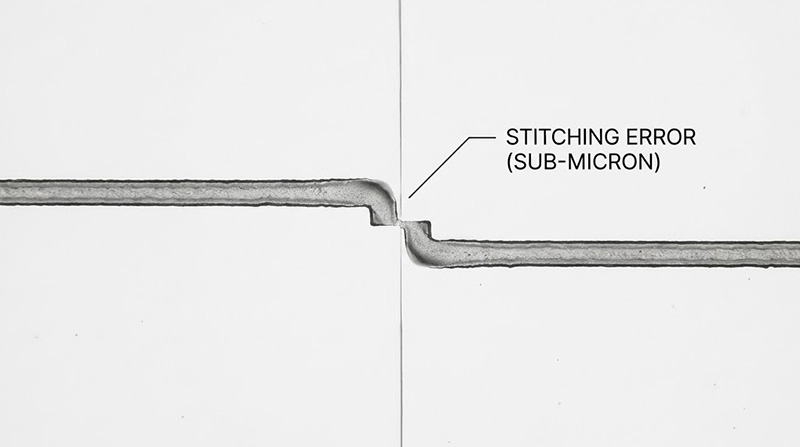
在現代面板級封裝的重佈線層(RDL)雷射鑽孔製程中,一塊大尺寸的基板上可能密佈著數千萬甚至上億個微通孔,規範要求,在跨越整個一公尺平方的加工區域內,孔與孔之間的絕對位置誤差必須控制在正負二微米以內;而對於跨越不同加工區域邊界的連續雷射切割線(例如微流控微槽或天線導線),其在邊界交接處的「拼接誤差(Stitching Error)」被嚴格限制在次微米(Sub-micron)等級;任何大於一微米的拼接錯位,都會導致高頻訊號在傳輸時產生嚴重的阻抗不匹配(Impedance Mismatch)或訊號反射,直接宣判該片高價基板報廢,這種對「巨觀尺寸下的微觀完美度」之極限要求,直接突顯了傳統步進掃描架構的根本缺陷。
三大雷射掃描與控制難題
在上述嚴苛的物理限制與法規框架下,研發工程師在建構大尺寸雷射微細加工系統時,無可避免地會面臨三道極難跨越的技術高牆,這三大難題分別牽涉到高斯光學的視野限制、傳統拼接製程的幾何與熱力學缺陷,以及雙動態系統的時域同步瓶頸。
光學解析度與視野(FOV)的物理矛盾
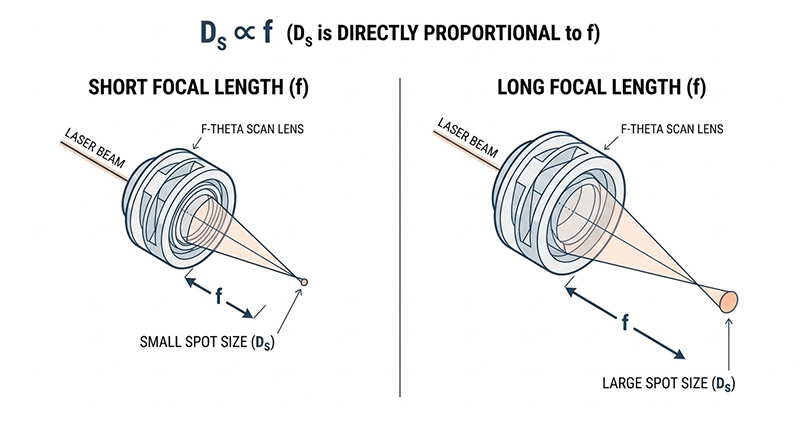
在雷射微細加工中,為了獲得極小的雷射焦點(Spot Size)以加工微米級的特徵,工程師必須使用短焦距、高數值孔徑(NA)的 F-theta 平場掃描透鏡,根據光學繞射極限的物理定律,雷射聚焦後的最小光斑直徑與透鏡的焦距成正比。
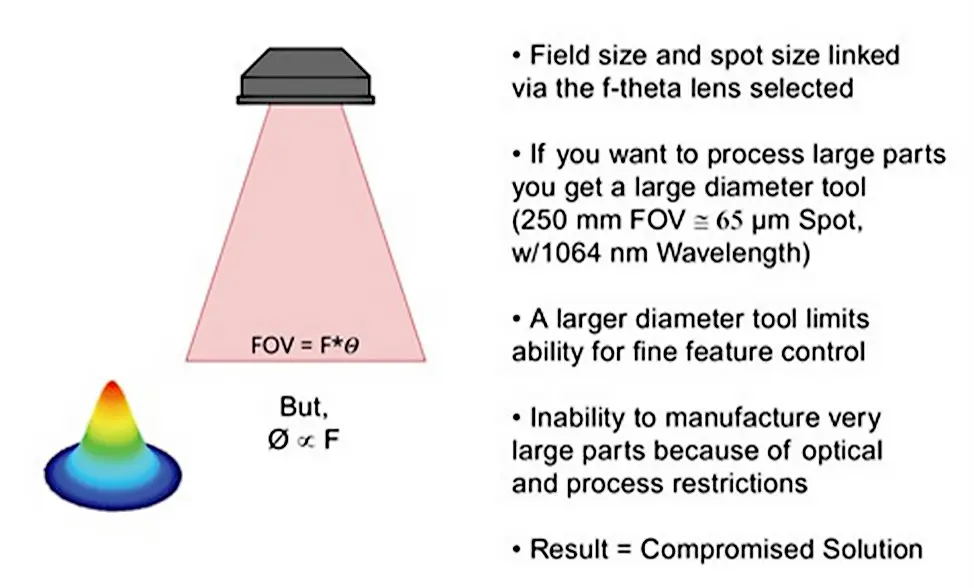
這裡的物理矛盾在於:當你選用短焦距透鏡將光斑縮小至十微米以內時,雷射振鏡掃描器(Galvanometer Scanner)所能涵蓋的「有效加工視野(Field of View, FOV)」也會隨之急遽縮小,可能僅剩下三十乘三十毫米的大小,此外在透鏡邊緣區域,雷射光斑的形狀會無可避免地產生光學畸變(Optical Distortion)並失去正交性,導致孔壁傾斜。

面對一塊一公尺平方的巨型基板,如果雷射的有效視野只有三十毫米,意味著這塊基板被硬生生地切割成了數千個微小的「加工區塊(Tiles)」,這種受限於光學定律的物理分割,是所有大面積雷射加工問題的萬惡之源。
傳統「步進-掃描 (Step-and-Scan)」的拼接誤差與產能災難
為了解決視野太小的問題,傳統機台採用的策略是「步進-停止-掃描(Step-and-Scan)」,即底層的線性滑台(例如 XY 龍門)先將基板移動到第一個加工區塊,完全靜止後,上方的雷射振鏡開始在三十毫米的視野內進行高速打孔;打完後,線性滑台再移動到下一個區塊,反覆執行。
這種架構在實務上面臨了巨大的產能與品質災難,首先是產能流失,在數千次的移動過程中,滑台的加速、減速與尋邊整定時間(Settling Time)佔據了絕大部分的製程週期,雷射源在滑台移動時處於閒置狀態,這使得昂貴的超短脈衝雷射設備的實際利用率往往不到百分之三十。
更致命的是「拼接誤差(Stitching Error)」,當雷射需要切割一條長達一百毫米的直線,這條線必然會跨越三個不同的加工區塊,由於底層線性滑台在每次移動後,其定位點都存在微米的絕對誤差,且振鏡在視野邊緣也存在光學校正的殘餘變形;當兩者的誤差疊加時,切出來的長直線在區塊交界處就會產生明顯的「斷差」或「重疊」,如果雷射在重疊處兩次擊發,會造成嚴重的局部熱影響區(HAZ)與材料碳化;如果產生間隙,則會導致線路斷路;傳統依賴軟體補償的方式,根本無法在微米級距內消除這種因為機構分次運動所帶來的物理斷層。

頻譜拆解與多系統同動的時域延遲
為了解決拼接問題,業界提出了「同步連續掃描(On-the-fly Scanning)」的概念,也就是讓底層的線性平台與上方的雷射振鏡「同時」保持運動,這是一種極度複雜的動態控制理論挑戰。
在這種理想架構下,龐大且沉重的線性龍門平台負責追蹤加工軌跡中的「低頻(Low-frequency)、大範圍」巨觀路徑(例如橫跨整個基板的長距離移動);而極輕巧、響應極快的雷射振鏡,則負責追蹤軌跡中的「高頻(High-frequency)、小範圍」微觀細節(例如微小的圓孔或急速的轉角)。
然而,要讓這兩個質量相差數萬倍、動態響應頻率完全不同等級的機械系統完美同動,傳統的控制架構會瞬間崩潰,在傳統機台中,線性滑台與雷射振鏡通常由兩個獨立的控制器或不同的通訊匯流排所控制,當上位機試圖將一段複雜的幾何軌跡「拆解」給兩套系統時,必須依賴網路封包傳遞座標。
只要這兩個系統的時脈(Clock)之間存在幾微秒(Microseconds)的網路延遲或抖動(Jitter),線性平台與雷射焦點的合成位置就會產生相位差。在每秒數公尺的高速掃描下,一微秒的延遲就會在材料表面造成數微米的空間錯位,此外,雷射脈衝的觸發如果無法精準得知這兩個系統「合成後的真實三維向量位置」,就會在加減速區域產生能量分佈不均的問題,如何在單一控制核心內,達成巨大龍門與微小振鏡的「次奈秒(Sub-nanosecond)」絕對同步,並消除傳統雙鏡片振鏡帶來的光斑畸變,是突破大面積加工極限的最後一道天險。

幾何分割與非同步架構的極限
總結上述的光學與控制學分析,我們可以得出一個嚴格的結論:在追求次微米級精度與巨量產能的大面積先進封裝與顯示器製程中,傳統依賴「步進掃描」、「獨立振鏡控制器」以及「泛用型龍門滑台」的拼裝式設計,已經達到了光學與物理學的死胡同,無論視覺對位系統多麼先進,都無法挽救底層因為加工區塊分割造成的物理拼接斷層,以及因為通訊延遲導致的動態合成失真,要突破這道先進製造的高牆,唯一的解答是從雷射掃描機構的底層光學設計、驅動架構,到頂層的高頻寬通訊總線進行徹底的系統級典範轉移。
奧創系統推薦導入 Aerotech 先進的 IGM 龍門架構、單旋轉中心振鏡 與 Automation1 的專利無限視野技術,我們能有效協助客戶徹底消滅拼接瑕疵,實質翻轉大尺寸面板加工的產能極限:
在傳統的雷射打標應用中,雷射掃描器透過重複拼接的方式覆蓋大面積區域,即透過一系列獨立的打標操作來完成整個工件的標記;因此,跨越相鄰標記區域的連續特徵可能會出現拼接誤差,導致標記在不同區域之間無法對齊;Aerotech 的無限視野角 (IFoV) 技術能夠有效消除拼接誤差,使雷射掃描器使用者能夠大幅擴展系統的操作區域。即使圖案尺寸大於掃描器的工作範圍,也能以連續的方式進行標記,從而提高標記質量,降低編程複雜度並縮短循環時間。
徹底消滅拼接誤差:Automation1 內建無限視野 (IFOV) 技術
Aerotech 的核心控制解決方案是 Automation1 iSMC 智能軟體控制器 與其內建的 無限視野 (Infinite Field of View, IFOV) 演算法,IFOV 徹底打破了光學視野的限制,您只需要將跨越整塊面板的複雜圖形(即使長達數公尺)當作一個單一檔案載入控制器,完全不需要手動進行區塊分割(Tile Splitting),控制器會以極高的頻率,自動在背景將運動軌跡的頻譜拆解:把低頻、大跨距的位移指令分配給底層的線性龍門,將高頻、微小的細節指令分配給雷射振鏡,由於線性軸與振鏡軸皆在同一個控制核心下運作,振鏡能即時讀取龍門的實際編碼器位置,並主動補償龍門在高速移動下產生的微小循跡誤差(Following Error),這使得雷射加工可以無縫、不間斷地橫跨整個基板,不僅徹底消滅了拼接斷差,更將設備的總產能提升數倍。

Aerotech 無限視野 (IFOV) 功能的視覺化展示,此功能協調了精密平台與雷射掃描頭的運動
視野範圍大小與雷射光點尺寸之間關係的說明
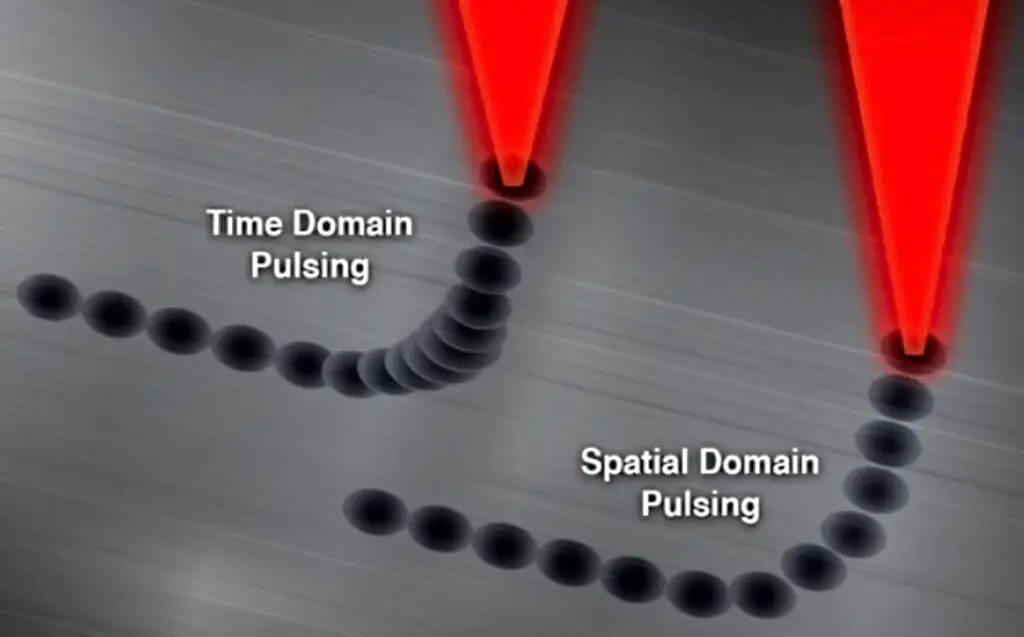
Aerotech 的位置同步輸出 (Position Synchronized Output, PSO) 功能,在空間域中對雷射觸發進行控制,允許脈衝頻率根據真實的刀具對工件速度以及雷射光點位置進行調變,這種作法緩解了因雷射控制系統與運動子系統之間的互動,而可能產生的製程參數糾纏。
光學與動態的完美平衡:AGV-SPO / XPO 高階振鏡系統
配合高動態的 AGS15000 / AGS10000 龍門平台(可選配 IGM 花崗岩一體化技術以達到極致剛性),我們在雷射掃描端推薦導入頂級的 AGV-XPO 或 AGV-SPO (單旋轉中心) 振鏡系統,特別是針對大面積加工極為敏感的邊緣畸變問題,AGV-XPO 採用了突破傳統雙鏡片架構的單旋轉中心設計,它讓 X 軸與 Y 軸共用同一個光束入射瞳孔,這不僅大幅減少了光斑在視野邊緣的變形(Spot Distortion),確保了雷射能量密度的絕對均勻,更顯著擴大了有效加工視野,搭配最高 32-bit 的超高解析度編碼器與 GI4 雷射掃描控制器,能將高頻微孔加工的循跡誤差壓縮至奈米等級。

AGS15000 直驅龍門系統,專為超高精度與高速動態控制設計,搭載無刷線性伺服馬達,速度達 3 m/s,加速度達 5 g,廣泛應用於精密微加工、自動化組裝與視覺檢測等領域。
AGS10000 直驅式龍門系統,具備高達 3 m/s 的速度與 3 g 加速度,搭配無刷線性伺服馬達與非接觸式線性編碼器,提供精確且高效的自動化解決方案,適用於取放、自動組裝、視覺檢測等多元應用。

AGV-XPO 為一款高性能二軸雷射掃描頭,採用低轉動慣量馬達與超高解析度位置回授技術,實現優異的動態精度與極低的追隨誤差;可選配氣冷與水冷,適用於高速鑽孔、飛秒加工等精密應用,並透過 IFOV 功能擴展工作範圍。

AGV-SPO 為一款高效能單樞軸雷射掃描頭,其光學設計可擴大有效視野並將光點變形降至最低;支援氣冷與水冷選配,確保高動態加工下的熱穩定性與長期精度;整合無限視野 (IFOV) 與位置同步輸出 (PSO) 功能,適用於高精度雷射微加工應用。
毫秒不差的能量耦合:HyperWire 與 PSO 時空同步技術
要讓龍門與振鏡在廣闊的空間中完美協同,通訊的穩定性至關重要,Aerotech 系統皆基於頻寬高達 2 Gbps 的專利 HyperWire® 光纖通訊網路,將控制迴路的時基抖動(Jitter)壓制在 1 奈秒以內,更關鍵的是,我們在控制底層啟用了硬體級的「位置同步輸出(Position Synchronized Output, PSO)」,PSO 會即時讀取「龍門線性軸加上振鏡旋轉軸」所合成的真實三維空間向量位移,不論機台是在進行直線狂飆或是轉角急減速,雷射脈衝的觸發只與實際走過的空間距離綁定,完美確保了整個大面積基板上雷射重疊率(Overlap)的絕對均勻,從根本上消滅了熱影響區(HAZ)與過度燒蝕的風險。
(延伸閱讀:PSO 位置同步輸出與 IFOV 技術解析:實現恆定能量密度與大範圍精微加工)

Aerotech 系統展示,包含由 Automation1 運動控制器驅動的高效能線性 X-Y-Z 運動平台和AGV-HPO 雙軸雷射掃描頭。
每個尖端實驗室與量產產線的需求皆獨一無二,實際的系統配置將因應您的測試應用、檢驗規範、場地限制及待測物特性而有所不同,準備好升級您的精密加工能量了嗎?立即聯繫「奧創系統」團隊,我們擁有豐富的系統整合經驗與深厚的技術底蘊,不只是提供設備,更提供從模擬到驗證的一站式方案 (Turnkey Solution),我們隨時準備為您提供最專業的客製化配置建議與全方位技術支援,與您攜手找到最適合您實驗室的完美解答。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。