
神經支架與微導管的次微米雷射切割:LaserTurn160 與 PSO 觸發解析
在精密製造無論是深入人體腦部微血管的「神經支架(Neural Stents)」與導絲,還是用於航太高頻微波感測器內的精密微導管(Hypotubes),都在挑戰材料科學與雷射加工的物理極限,這些高單價管材的外徑通常介於 0.1 mm 至 7.9 mm 之間,管壁厚度甚至只有幾十微米。
工程師必須使用超快雷射(Ultra-fast Lasers)在這些極度脆弱的微細圓柱體上,精準切割出如迷宮般複雜的網狀輪廓與螺旋幾何,在這種次微米(Sub-micron)尺度的 3D 圓柱加工中,機台的「動態軌跡精度」與「雷射能量密度(Fluence)的一致性」決定了產品的生死,只要雷射的脈衝重疊率在轉角處發生微小的異常,或者管材在夾持瞬間產生了幾微米的滑動,就會產生致命的熱影響區(HAZ)或毛刺,導致整批昂貴的生醫或航太組件報廢。
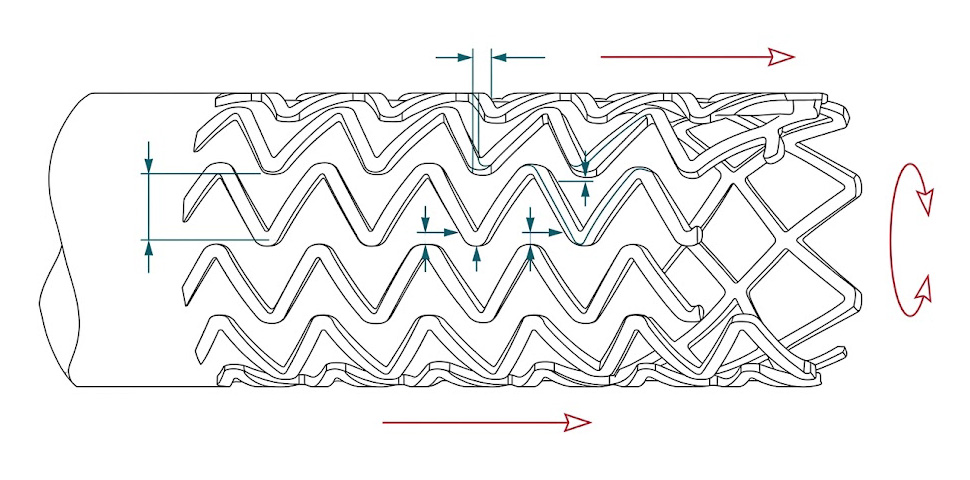
0.5mm鎳鈦諾神經血管支架雷射切割示意圖,展示複雜網格結構、次微米公差要求,以及所需之線性位移與旋轉運動。
將平面的雷射切割邏輯移植到極細的 3D 圓柱管材上,是一場截然不同的技術硬仗,傳統的旋轉軸與夾治具(Chucks)在面對極細管材時,其機械設計的先天缺陷會被徹底放大,當加工機在高速旋轉與平移之間頻繁切換時,傳統驅動系統的背隙會嚴重破壞微細網格的幾何對稱性;此外如何讓雷射光斑(Laser Spot)在經歷急加速與急煞車的複雜輪廓中,依然保持絕對均勻的能量輸出,是所有製程工程師難以擺脫的夢魘。以下將深入剖析現代微導管雷射量產產線中,最難以克服的三大技術痛點。
圓柱形雷射微切割的技術痛點
傳統夾爪的「軸向位移(Axial Shift)」與尋邊報廢
在自動化微導管加工中,管材需要不斷地被往前推進、夾緊、然後切割,傳統的推式或拉式筒夾(Collets)在進行氣動夾緊的瞬間,夾爪的機械結構無可避免地會對管材產生微小的向前或向後推力,這被稱為「軸向位移」,對於外徑僅有 0.5 mm 的神經支架而言,夾持瞬間幾十微米的意外滑動,會讓機台原本對準的雷射焦距與起始加工座標瞬間失效,這導致加工圖形發生錯位,不僅使得自動化送料的良率大幅崩跌,更迫使操作員必須頻繁介入進行手動尋邊與校正。
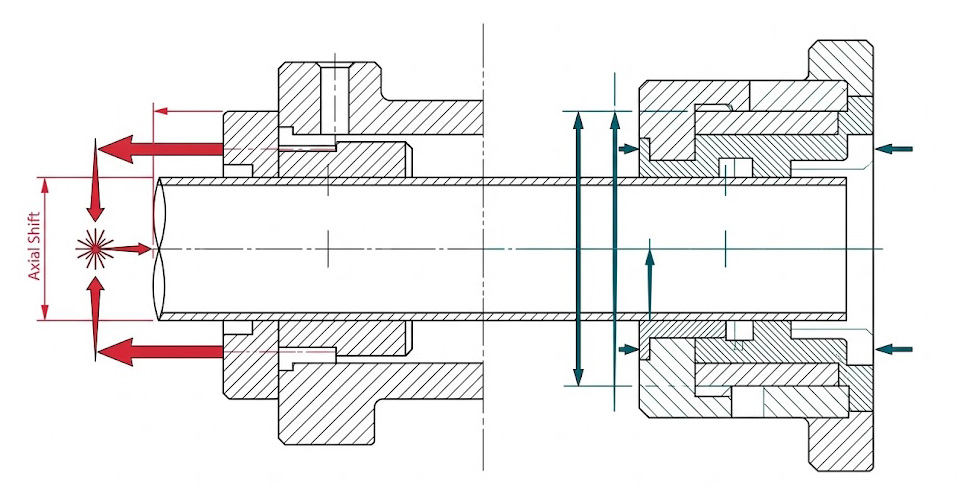
雷射加工對比示意圖:傳統筒夾夾持工件產生軸向位移(如紅標),LaserTurn160 定長筒夾無位移。
高頻輪廓加工的「動態追隨誤差」與幾何失真
神經支架的網格設計包含了無數微小的急轉彎與密集的 V 型幾何,為了維持產能,機台的線性軸與旋轉軸必須以極高的動態響應進行插補聯動(Interpolated Motion),然而傳統採用皮帶驅動或蝸輪蝸桿的旋轉軸,其伺服頻寬(Servo Bandwidth)極低,且充滿了機械背隙,當機台試圖在高速下切出一個微小的 R 角時,伺服系統無法即時修正慣性帶來的「追隨誤差(Tracking Error)」,導致切出的支架網格出現嚴重的變形、過衝(Overshoot)或是不對稱,直接破壞了醫療支架在人體內撐開時的力學均勻性。
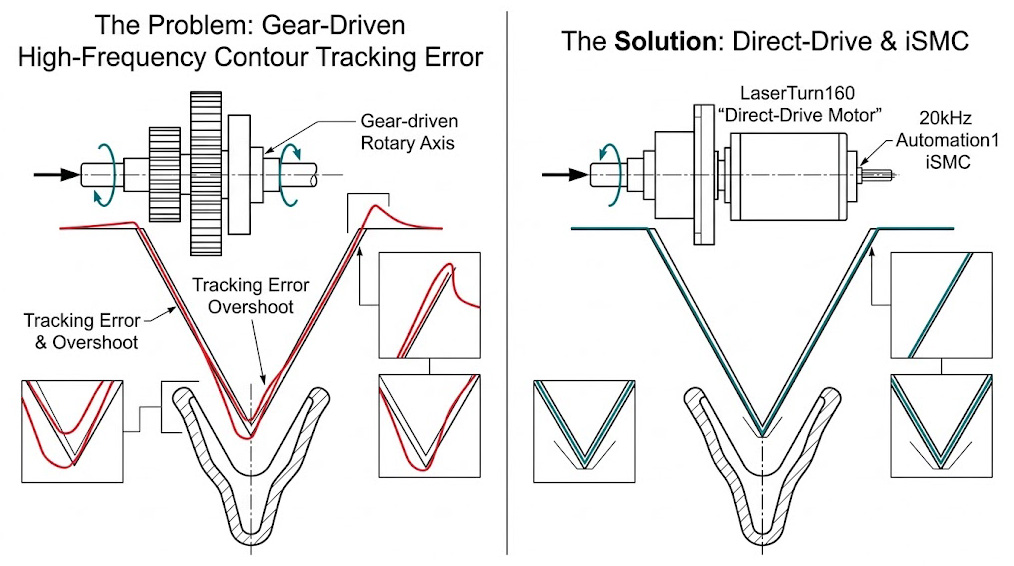
傳統齒輪驅動(左)因追隨誤差導致支架 V 型支柱幾何圓滑變形,LaserTurn160 直驅搭配 iSMC(右),精確實現完美尖銳幾何與極致幾何保真度。
加減速段的「雷射能量過度累積」與熱效應
這是雷射微細加工中最核心的物理衝突,傳統的雷射控制器大多採用「固定時間頻率(Time-based)」來發射雷射脈衝,當雷射加工頭在直線段高速行駛時,脈衝之間的間距是正常的;但當機台行經複雜轉角必須減速時,雷射卻依然以固定的頻率發射。這導致在轉角處的雷射脈衝會嚴重重疊(Uneven overlap),單位面積內的雷射能量暴增。這種過度的能量累積會瞬間燒毀管材邊緣,產生碳化、熱變形甚至切穿對向管壁,嚴重損害微導管的品質。
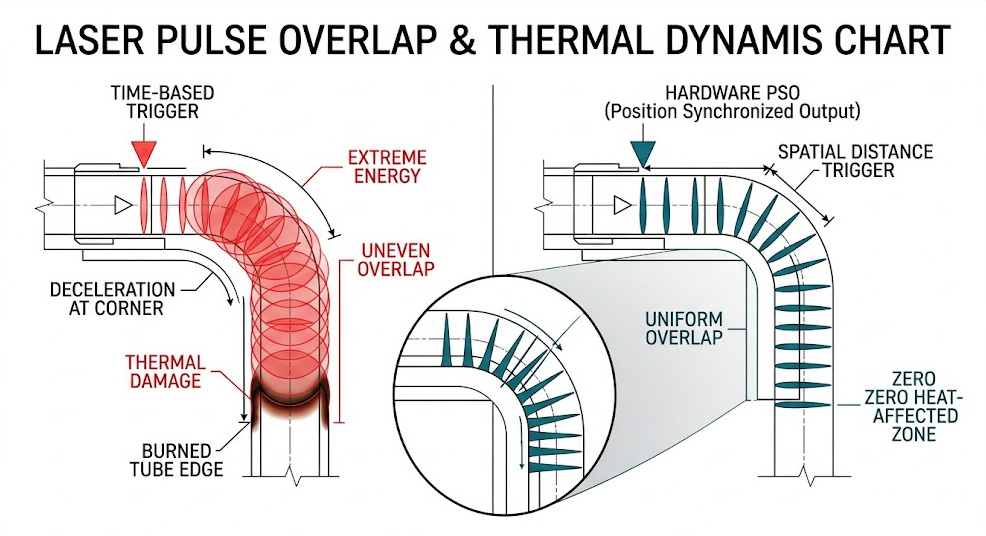
比較雷射轉角熱損:時間觸發導致重疊不均(左);硬體位置同步輸出(PSO)則實現均勻零熱影響區(右)
次微米圓柱加工的極致工藝
面對上述嚴苛的微導管定位限制與熱累積痛點,單純升級雷射源或購買商用車床已無法觸及真實的物理極限,我們直接為您導入專為醫療與高階航太管材量身打造的「定長直驅加工中心」與「硬體級位置同步觸發神經」,打造無懈可擊的 3D 圓柱雷射切割解決方案。
終結夾持位移的純淨載體:LaserTurn160 圓柱雷射加工系統
針對傳統筒夾造成的軸向滑動與機械背隙,Aerotech 提供 LaserTurn160 雷射加工系統 (Laser Machining System),LaserTurn160 徹底捨棄了傳統的夾持機構,其核心採用了先進的「定長、氣動致動筒夾 (Dead-length, pneumatically actuated collet)」設計,這種定長機構確保了在夾緊與鬆開管材的過程中,管材的軸向位移被降至絕對的零,徹底免除了夾持時的定位漂移。它能完美支援從 0.1 mm 到 7.9 mm 的極細微管徑;在動力學上,LaserTurn160 的線性與旋轉軸皆配備了「直接驅動馬達 (Direct-drive motors)」與交叉滾柱軸承,提供超越傳統機構的極致平滑運動,為了因應不同製程,系統更可選配 -WCUT 濕式切割配置 (Wet cutting configuration),透過內建的流體旋轉接頭將冷卻液直接導入管材內部,進一步抑制熱效應。這套系統能將醫療支架與微導管的製程吞吐量大幅提升 40% 以上。
LaserTurn160 提供業界領先的圓柱型雷射加工技術,專為醫療設備製造設計;配備高動態旋轉軸,提升 40% 生產效率,適用於心血管支架、導絲與微管等高精度加工需求。
弭平追隨誤差的高頻大腦:Automation1 iSMC 與 XC4e 伺服驅動器
面對複雜支架幾何帶來的高頻動態追隨誤差,Aerotech 為 LaserTurn160 搭載了最強大的控制神經:Automation1-iSMC 智慧型運動控制器,並透過 HyperWire 光纖網路連接至 Automation1 XC4e 增強型 PWM 伺服驅動器,這套架構擁有傲視群倫的 20 kHz 伺服迴圈更新率 (20 kHz Servo Loop Update Rate),極端高頻的運算能力讓 iSMC 控制器能以微秒級的速度,預測並補償 LaserTurn160 在高速輪廓加工時的動態誤差。它能確保線性軸與旋轉軸的插補動作達到完美的次微米級同步,即使在最高速的狀態下,依然能維持極其平滑且零誤差的軌跡跟隨,確保切出的每一組神經支架網格都具備完美的幾何對稱性。

您可將控制器解決方案部署至工業電腦,或任一款 Automation1 的驅動器整合式控制器上
完美均勻雷射能量的魔法:PSO (位置同步輸出) 觸發技術
為了解決轉角減速時雷射能量過度累積的致命傷,Automation1 控制底層啟用了微細加工的殺手級技術:位置同步輸出 (Position Synchronized Output, PSO),這是一項完全建構在驅動器硬體邏輯閘上的技術,PSO 會以奈秒級的延遲,直接讀取 LaserTurn160 編碼器上的「真實空間物理位移」,工程師可設定「無論速度快慢,每移動 5 微米發射一發雷射」,因此當機台在轉角處減速時,雷射的發射頻率也會自動且即時地跟著降低,這確保了在整個 3D 圓柱加工軌跡中,無論是直線衝刺或急轉彎,雷射脈衝的重疊率 (Pulse overlap) 永遠保持絕對的均勻一致。PSO 徹底消滅了加減速段的熱累積與燒毀現象,帶來了無可挑剔的切割邊緣品質。
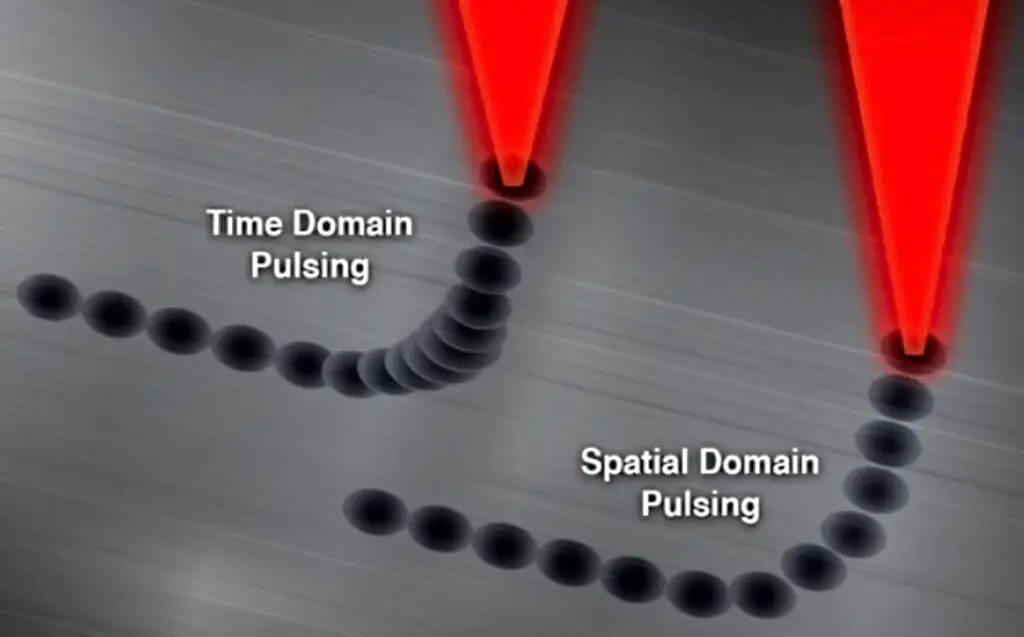
空間域脈衝觸發技術,消除了在加速期間雷射能量的過度累積,並確保雷射脈衝根據實體軸向編碼器的回饋,精確地落在正確位置
打造頂尖的高階醫療支架與航太微導管雷射加工平台沒有單一標準答案,實際的硬體配置將因應您的管材外徑尺寸(從 0.1 mm 到 7.9 mm 的各式夾具)、冷卻製程需求(如乾式或包含流體旋轉接頭的濕式切割配置),以及自動化送料前端治具(如對位夾爪平台 -FT3)而由我們為您專案客製;如需針對 LaserTurn160 系統、XC4e 驅動架構或 PSO 觸發演算法進行深入的系統架構與客製化評估,請立即聯繫「奧創系統」團隊,我們擁有豐富的精密醫療與雷射微細加工客製化系統整合經驗,隨時準備為您提供最專業的建置藍圖。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。