
突破大面積 ISAC 無錐度微孔加工極限:ABG10000 氣浮龍門與 AGV5D 五軸掃描器解析
在二零二六年的先進國防與航太載具設計中,不論是極音速無人機(Hypersonic UAV)邊緣的「通訊感知一體化(ISAC)」陣列,或是低軌道(LEO)衛星搭載的高能雷射防禦系統,皆面臨著極端嚴苛的熱動力與電磁傳輸挑戰,為了解決龐大的散熱需求並維持高頻微波(RF)的穿透率,工程師必須在面積高達一平方公尺(1m x 1m)的厚重鈦合金或氮化矽(Silicon Nitride)陶瓷透波外殼 (Radome) 上,利用飛秒雷射(Femtosecond Laser)鑽出數以百萬計、直徑僅有一百微米(Microns)的陣列微孔。
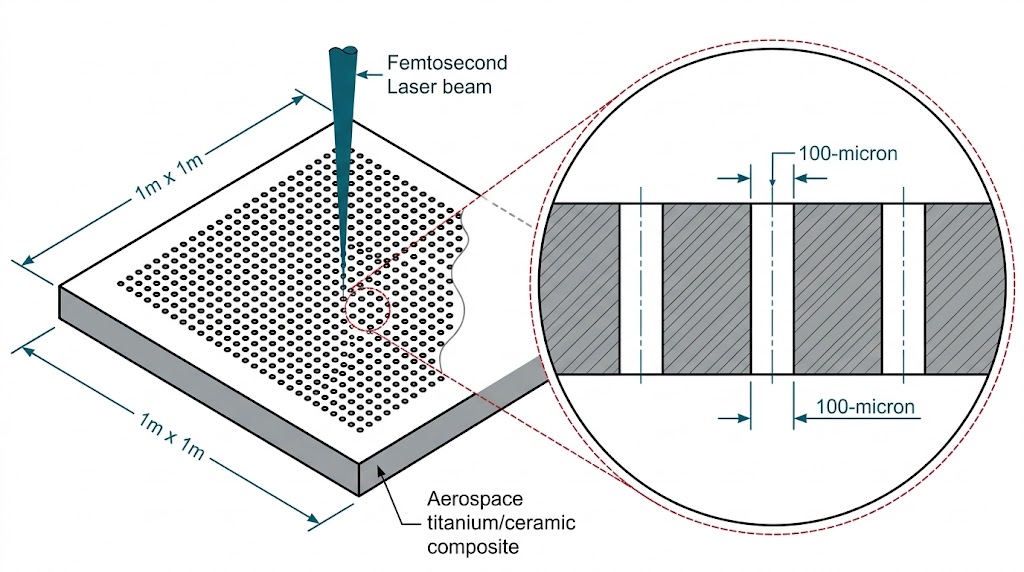
1米 x 1米巨型复合材料透波外殼,致密的100微米雷射微孔陣列正在加工。放大圖精準展示100微米孔徑。
這絕非一般的雷射打孔,長期專注於航太級雷射微細加工,當我們檢視這些高單價航太零件的加工產線時,會發現傳統的雷射掃描機台正面臨著光學物理與大尺度力學的雙重死胡同:雷射光束天生的物理錐度會讓微波孔變成 V 型,直接摧毀雷達波的傳輸模態;而為了覆蓋大面積,將雷射頭架設在傳統機械軸承滑台上時,微觀的摩擦震動會讓百萬個微孔的邊緣參差不齊;本文將純粹從雷射光學幾何、大面積氣浮動力學以及巨微觀高階運動學出發,深度剖析現代航太製造工程師所遭遇的三大技術天險,並從系統整合者的視角提出具體的實體產品解決方案。
國際航太高頻微波與散熱規範:微孔幾何的極限容忍度
在探討具體的機台痛點之前,我們必須先理解指導這些尖端 ISAC 元件的最高製造準則,以美軍針對高頻波導管與航空氣動冷卻孔的製造規範為例,對於雷射加工的「孔壁垂直度(Wall Straightness)」與「大尺度幾何一致性」提出了極度嚴苛的限制;在加工 ISAC 陣列的微波穿透孔時,孔洞的截面幾何直接決定了電磁波的截止頻率(Cutoff Frequency)與相位偏移,規範嚴格要求,在厚度達一毫米的金屬或陶瓷板上鑽孔時,孔壁必須是完美的「絕對直壁(Straight-walled)」,甚至在特定的氣動冷卻需求下,必須加工出底大上小的「倒錐形(Inverse-tapered)」孔洞,只要孔壁因為雷射光束的聚焦特性而產生幾微米的 V 型錐度誤差,高頻雷達波就會在孔內產生嚴重的反射損耗(Return Loss)。
同時,面對一公尺見方的無人機巨型透波外殼 (Radome) ,規範要求從座標原點到最邊緣的對角線位置,每一個微孔的真圓度與定位誤差不得超過幾微米,這種對「絕對無錐度 3D 截面」與「一米級零震動定位」的雙重苛求,直接宣告了傳統 2D/3D 振鏡與機械滾珠螺桿龍門的死刑。
實務上的雷射微孔加工難題
在上述嚴苛的物理限制與軍規量產框架下,研發工程師在建構次世代大型 UAV 與衛星透波外殼 (Radome) 雷射加工機台時,無可避免地會面臨三道極難跨越的技術高牆。
雷射高斯光束的幾何宿命與「V 型錐度(Taper Effect)」
當使用傳統的 2D 或 3D 振鏡(Galvo Scanners)進行雷射打孔時,首當其衝的是雷射光學的物理限制,雷射光束(特別是高斯光束)在經過聚焦透鏡後,會形成一個漏斗狀的焦距光束腰(Beam Waist),當這股光束由上而下燒蝕穿透一毫米厚的鈦合金板時,由於光束本身的形狀以及雷射能量在深孔內部的多重反射與電漿吸收,孔的頂部(雷射入口)會被過度燒蝕而變大,而底部(雷射出口)則會因為能量衰減而變小。這在工程上稱為「自然錐度效應(Natural Taper Effect)」;這是一個物理學上的必然。對於一般工業切割或許可以接受,但對於 ISAC 微波陣列而言,這種上寬下窄的 V 型孔洞會徹底改變微波的波長傳輸特性,若無法從硬體光學機構上打破「雷射只能垂直打入」的限制,航太工程師將永遠無法製造出符合規格的直壁波導孔。
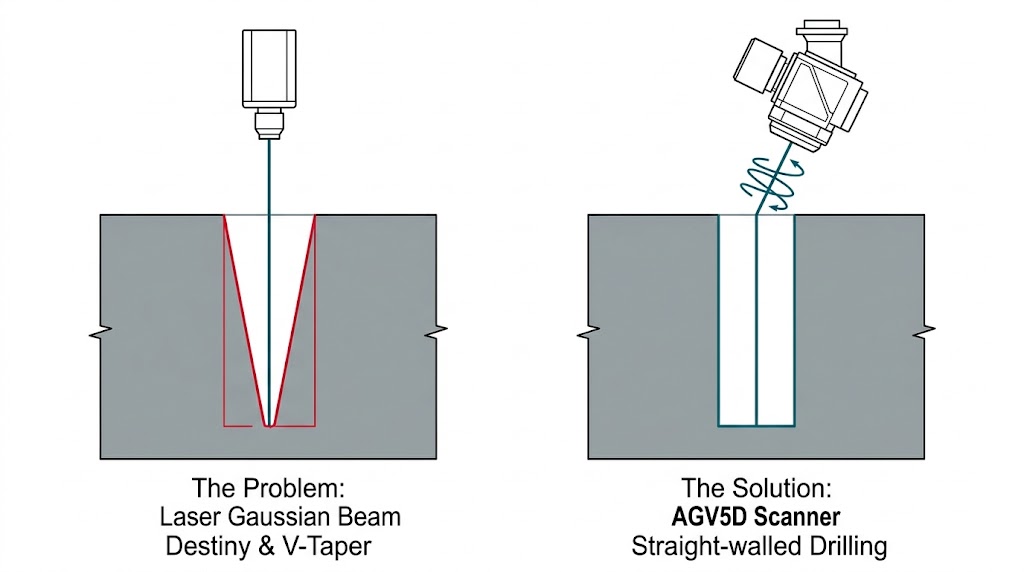
此圖對比了雷射鑽孔的幾何形狀:左側使用標準垂直光束,鑽出了嚴重的「V 型錐度」瑕疵(即 V-Taper 效應);右側則透過掃描器的精密控制,實現了完美無瑕的「直壁鑽孔」,成功克服了 V 形孔徑的宿命
大面積步進掃描的「機械摩擦震動」與邊緣瑕疵
第二個難題發生在大尺度空間的結構動力學上,為了在長寬各一公尺的無人機透波外殼 (Radome) 上打出數百萬個微孔,雷射掃描頭必須依賴底下的巨型 XY 龍門滑台進行長距離的移動;如果這座龍門是由傳統的線性滑軌與機械滾珠軸承(Mechanical Bearings)組成,在執行高速的「步進與掃描(Step-and-Scan)」或「無限視野(IFOV)」連續加工時,金屬滾珠在軌道中滾動所產生的微觀摩擦力與粗糙度,會轉化為高頻的機械震動(Rumble);當雷射在進行直徑只有一百微米的極精密圓形軌跡雕刻時,這股來自底盤的機械震動會透過龍門橋板傳遞到雷射焦點上,在顯微鏡下檢視,原本應該是完美平滑的孔洞邊緣,會充滿如狗咬般的高頻鋸齒狀瑕疵,這不僅大幅降低了孔洞的真圓度,更會成為透波外殼 (Radome) 在承受極音速氣動應力時的微觀破裂起始點。
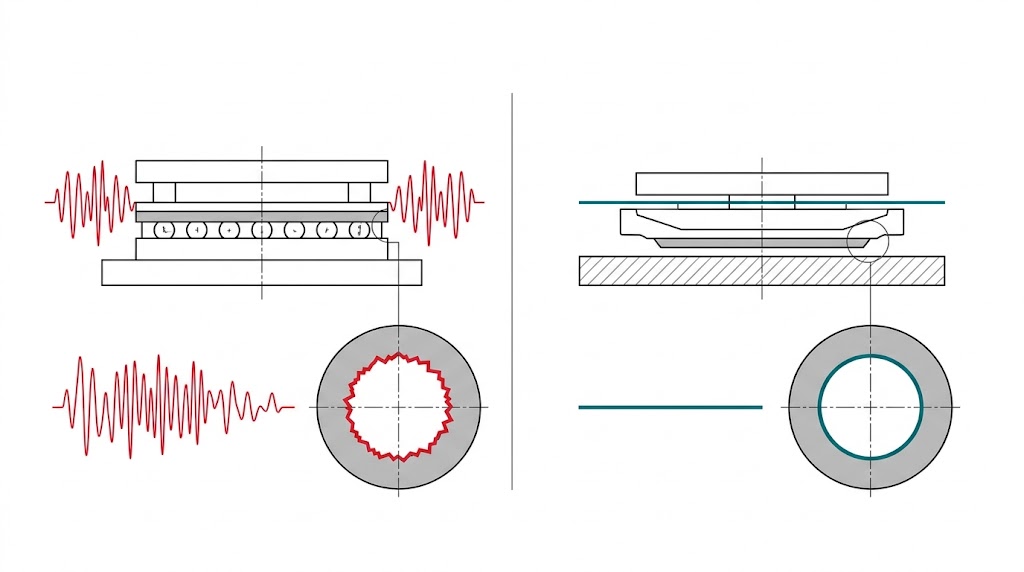
本圖對比傳統機械軸承平台與氣浮系統:機械軸承摩擦震動導致微孔邊緣鋸齒粗糙(左);氣浮無摩擦、無震動,邊緣完美光滑(右)。
五軸光學與巨觀龍門的「七軸逆運動學同步」災難
為了解決上述的錐度問題,目前最先進的光學技術是讓雷射光束產生「傾斜與旋轉」,以特定角度削切孔壁,這需要在雷射頭內部增加多個運動軸,形成複雜的「五軸掃描器」。然而致命的挑戰在於控制學的底層架構,要將一個極高速運作的五軸微觀雷射掃描器(包含 X, Y, Z, Pitch, Yaw),安裝在一個負責大面積位移的二軸 XY 巨觀龍門上,系統必須同時、零延遲地協調高達「七個自由度(7-DOF)」的複合運動。
在傳統拼裝式的控制架構中,雷射掃描器與龍門通常由不同廠商的控制器獨立運作,當上位機試圖下達一個在 1m x 1m 面積上連續鑽出數千個直壁孔洞的指令時,控制器之間的網路通訊延遲與時基抖動(Jitter),會讓雷射光束的傾斜相位與龍門的位置徹底脫鉤,結果是原本要用來修平孔壁的傾斜雷射,反而因為時間差而錯位,將孔洞切成不規則的橢圓形,使得整片昂貴的航太零件報廢。
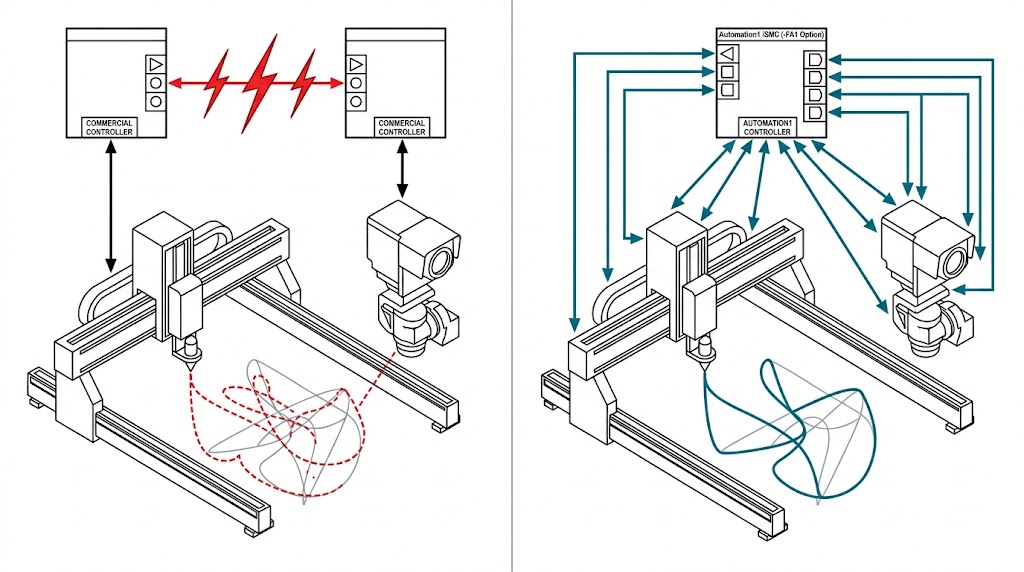
對比顯示:左側商業多控制器網路抖動,軌跡混亂;右側 Automation1 iSMC 中央控制,實現完美的七軸同步流暢加工。
面對上述嚴苛的微波傳輸幾何規範與大面積加工的動態挑戰,單純依賴購買高功率飛秒雷射並搭配標準振鏡,最終不可避免地將陷入無止盡的 V 型錐度報廢、軌跡邊緣鋸齒與通訊延遲除錯中,我們為您提供 Aerotech 經過頂尖半導體與航太實驗室驗證的「實體硬體產品與一體化高階控制軟體」,從底層光學機構徹底消滅雷射錐度,到提供絕對純粹的氣浮載體,打造一站式的大面積 3D 雷射微細加工解決方案。
突破物理錐度的終極光學武器:AGV5D 五軸雷射旋進掃描器
針對雷射高斯光束天生的 V 型錐度缺陷,我們提供 Aerotech 高階光學硬體 AGV5D 五軸雷射微細加工旋進掃描器 (Five-Axis Laser Micromachining Precession Scanner),這是一台專為商業飛秒雷射 (Femtosecond lasers) 打造的革命性設備,有別於只能將光束垂直向下打的傳統掃描器,AGV5D 在硬體內部整合了五個光學運動軸,它能讓雷射光束以極高的速度進行「傾斜與旋轉 (Precession)」,如同一個微觀的五軸銑床主軸,透過精準控制光束的入射角 (Angle of incidence),AGV5D 能在切割的瞬間將雷射能量完美貼合孔壁的邊緣,這賦予了它強大的能力能在厚實的金屬或陶瓷上加工出完美的「絕對直壁 (Straight-walled)」、「正錐形 (Positive-tapered)」,甚至是航太冷卻極需的「倒錐形 (Inverse-tapered)」複雜 3D 截面,它徹底消滅了自然錐度效應,確保 ISAC 陣列的微波孔能完美傳輸高頻雷達訊號。

AGV5D 為一款高速、高彈性的五軸雷射微加工進動掃描器,專為產生精密孔洞與複雜幾何圖形設計;支援多種商用飛秒雷射,具備五個自由度(DOF)的光束操控能力,能與運動平台整合,加工大於視場範圍的特徵;水冷與氣冷設計確保工業環境下的長期運作穩定性,是醫療、電子與汽車領域精密加工的理想選擇。
Aerotech - 5-Axis Laser Micromachining Head
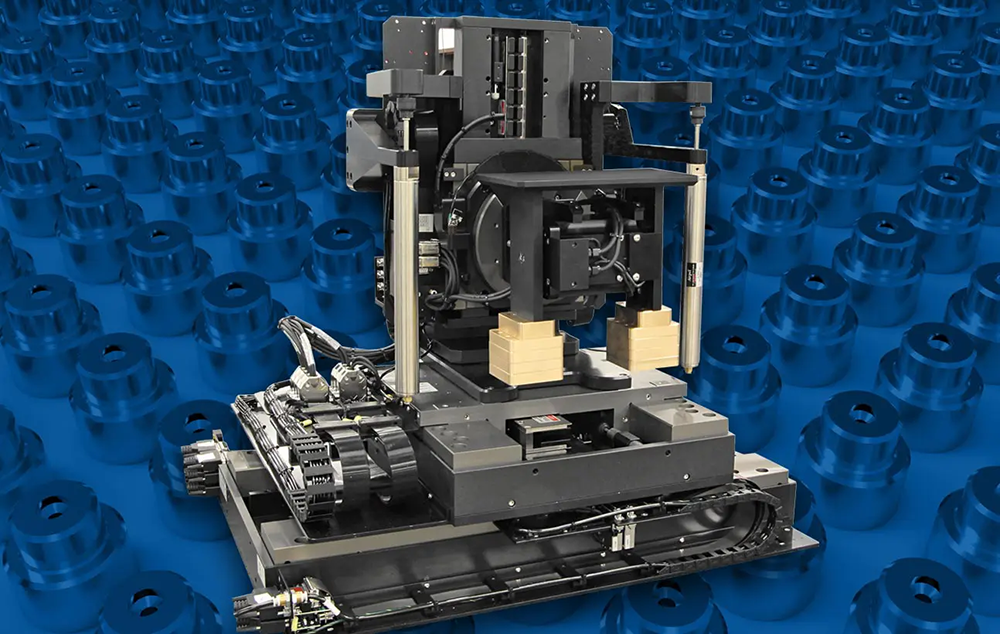
消滅大面積摩擦震動的完美載體:ABG10000 氣浮直驅龍門系統
面對 1m x 1m 大面積加工時機械軸承帶來的震動與瑕疵,我們提供專屬的巨型實體載體:ABG10000 氣浮直驅笛卡爾龍門系統 (Air-Bearing Direct-Drive Cartesian Gantry System),針對極端精密的雷射微細加工,ABG10000 徹底捨棄了所有滾珠與滑軌,其所有的線性運動軸皆採用了高階的「預壓氣浮軸承 (Fully preloaded air bearings)」,這意味著在龐大的加工區域內,龍門橋板是完全懸浮在數微米的空氣膜上移動的,這種「零接觸、零摩擦」的純粹物理設計,從根源上徹底消滅了任何機械滾動帶來的震動噪訊 (Vibration noises);搭配底層強大的雙線性馬達直驅技術,確保了在將 AGV5D 掃描器移動到 1 公尺外的對角線邊緣時,依然能維持極致平滑的速度控制與奈米級的幾何直線度,讓每一個雷射微孔的邊緣如鏡面般平滑完美。

ABG10000 空氣軸承直驅式龍門系統結合 Aerotech 領先技術與卓越製造能力,專為高速取放、自動組裝、視覺檢測及高精度檢測打造,提供極致運動精度與穩定性。
破解七軸逆運動學的一體化大腦:Automation1 iSMC (-FA1 五軸控制選項)
有了無錐度的五軸掃描器與無摩擦的氣浮龍門,最後一塊拼圖是完美的「七軸同動同步」,為此系統配置了最強大的控制軟硬體產品:Automation1 iSMC 運動控制器 (配置 -FA1 5-Axis Contouring Support 選項) 搭配 iXR3 驅動機架,您不需要兩套獨立的系統來分別控制龍門與雷射頭,透過購買並啟用 -FA1 (Contoured motion for 5-axis scan heads) 軟體授權選項,單一台 iSMC 控制器就能在底層即時處理極度複雜的七維空間逆運動學。 透過零抖動的 HyperWire 光纖網路,iSMC 以 20 kHz 的超高頻率,將巨觀的 ABG10000 氣浮龍門 X/Y 座標,與微觀的 AGV5D 五軸掃描器姿態「無縫融合 (Seamlessly coordinated)」,這不僅實現了大面積的無限視野 (IFOV) 連續加工,更確保了雷射光束的每一次傾斜旋轉都與材料的絕對空間位置完美對齊,將大面積極音速無人機透波外殼 (Radome) 的加工產能與良率推向人類製造技術的巔峰。
透過 HyperWire 光纖通訊匯流排,可對 Automation1 驅動器硬體下達多達 32 軸的伺服/步進馬達與雷射掃描頭的運動指令。

透過 MIMO(多輸入多輸出) 解耦技術,將龍門橫樑 1 與橫樑 2 的運動軸從其線性和偏航控制軸中分離,實現更高的產能與更精確的龍門控制,藉由高速的 HyperWire 運動匯流排,即便僅是單軸驅動器也能夠互相連接,無需複雜昂貴的佈線,即可使用任何 Automation1 伺服馬達驅動器的組合來控制龍門。

運用位置同步輸出 (PSO) 功能以更低的延遲控制工業雷射、相機等設備,並可依照向量速度等運動條件設定類比輸出,此外,還能完成即時終點修改、高速對位、恆定力產生、主軸控制等多樣化功能。
打造頂尖的國防 ISAC 與 UAV 散熱孔雷射加工平台沒有單一標準答案,實際的硬體配置將因應您的透波外殼 (Radome) 材料厚度、雷射波長(如 1030 nm 或 515 nm)以及氣浮系統的廠務供氣能力而量身打造,如需針對 AGV5D 旋進掃描器、ABG10000 氣浮龍門或 iSMC 控制架構進行深入的硬體選配與系統整合建議,請立即聯繫「奧創系統」團隊,我們擁有豐富的航太級超精密雷射系統建置經驗,隨時準備為您提供最專業的配置指南。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。