
高階醫療植入物之微管雷射加工:克服極限循跡誤差與熱影響區 (HAZ) 的動態控制挑戰
現今的先進醫療器材製造領域中,心血管支架(Stents)、神經微導管(Microcatheters)、導絲(Guidewires)以及各類海波管(Hypotubes)的雷射微細加工,正處於一場由材料科學與量子物理學共同驅動的技術革命,現代植入式設備的幾何特徵已縮小至數十微米甚至更低,且廣泛採用對熱極度敏感的鎳鈦記憶合金(Nitinol)或生物可吸收聚合物(Bioresorbable Polymers),在這種微觀尺度下,加工機台不再只是單純的切割工具,而是一套必須在奈米級空間與次奈秒級時間內,完美協調光學能量與機械動力學的精密系統。

長期專注於高階醫療製造與雷射加工動態系統,當我們檢視最新的醫療器材品質管理系統標準與製程數據時,會發現傳統基於螺桿與齒輪傳動的圓柱形雷射加工平台,在面對極高頻率的輪廓變化與極限熱管控要求時,已經面臨無法跨越的物理學瓶頸,本文將純粹從伺服動力學、雷射物理與精密機械設計的底層邏輯出發,深度剖析現代醫材製造工程師在實務上所遭遇的嚴苛法規與三大核心技術難題。
國際規範與製程演進:醫療微細加工的極限容忍度
在探討具體的運動控制與雷射同步痛點之前,我們必須先理解指導這些生醫植入物性能的國際最高準則,最新美國材料和試驗協會標準(ASTM F2081 血管支架尺寸屬性表徵標準),以及 ISO 13485 與 FDA 21 CFR Part 820 品質系統規範為例,對於支架網樑(Strut)的尺寸均勻度與表面邊緣品質,提出了近乎「絕對零容忍」的限制。
在神經血管支架的切割製程中,管材的外徑可能小於零點五毫米,而單一網樑的寬度可能僅有二、三十微米,ASTM 最新標準要求,在長達數十毫米的連續加工路徑中,網樑寬度的幾何公差必須控制在正負一微米(1 Micrometer)以內,因為任何微小的尺寸偏差,都會在微觀力學上導致支架的徑向支撐力(Radial Force)分布不均,進而引發血管內膜增生或致命的血栓形成。
更嚴苛的是針對「熱影響區(Heat-Affected Zone, HAZ)」與「微裂紋(Micro-cracks)」的規範,當雷射光束與鎳鈦合金或高分子材料作用時,過剩的熱能累積會破壞材料的晶相結構,導致記憶合金失去超彈性,或使可吸收聚合物提前降解,這意味著機台不僅要在極高的加減速狀態下維持次微米級的幾何循跡精度,還必須確保雷射脈衝的能量分佈在空間中是「絕對均勻」的,不能因為機械運動的任何遲滯或轉角減速,而在材料表面造成哪怕是幾奈米焦耳的局部熱量過載,這種「空間幾何」與「時間能量」必須完美耦合的雙重極限要求,直接宣判了傳統非同步雷射加工架構的死刑。
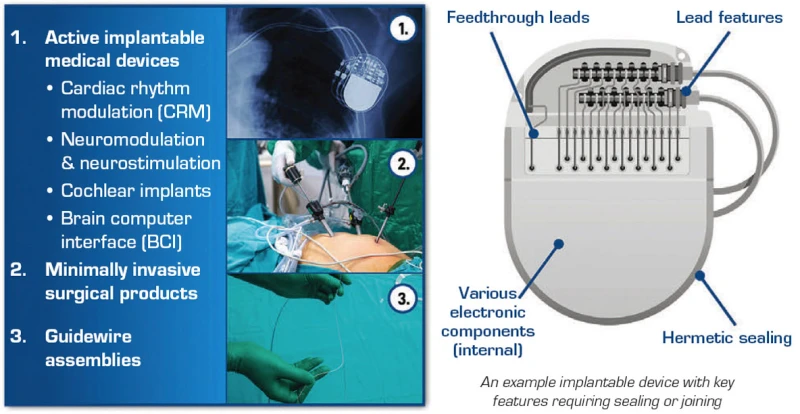
需要雷射加工以確保接點穩固、高品質的醫療器材範例(左圖),以及標示出關鍵接點的植入式裝置範例(右圖)
微細加工系統難題剖析
在上述嚴苛的幾何與熱力學物理限制下,研發與製程工程師在建構管狀醫材雷射加工機台時,無可避免地會面臨三道極難跨越的技術高牆。這三大難題分別牽涉到旋轉機構的動態循跡誤差、雷射脈衝觸發的時空不同步、以及微小管材在連續進料過程中的夾持變位。
高頻輪廓加工中的極限動態循跡誤差
在心血管或神經支架的雷射切割中,加工軌跡通常是由無數個微小的正弦波、極小半徑的圓弧(例如半徑五十微米的轉角)與短直線所組成的高頻連續曲線,為了達到經濟規模的產量(Throughput),機台的旋轉軸(C 軸)與線性軸(X 軸)必須以極高的速度協同運作。
當機台在切割這些微小特徵時,旋轉軸往往需要在一秒鐘內進行數十次甚至上百次的方向反轉,這要求旋轉軸必須具備高達數千 rad/s²(弧度每秒平方)的極限角加速度,在傳統的加工系統中,旋轉軸通常採用蝸輪蝸桿、皮帶或減速齒輪箱來驅動,這些機械傳動元件在面對如此暴力的動態要求時,會暴露三個致命缺陷。
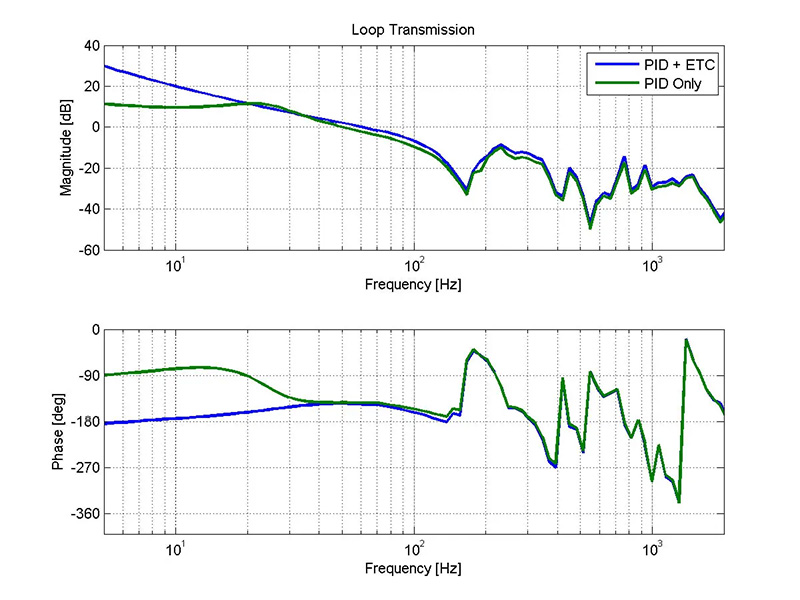
伺服迴路增益的頻率響應曲線(圖 1)清晰地顯示了軸承摩擦的影響,理想的響應曲線應平滑過渡,從低頻高增益(表明良好的控制能力)經交叉頻率過渡到高頻低增益(防止不必要的機器振動)。
首先是「機械背隙(Backlash)」與「遲滯(Hysteresis)」。在每次方向反轉的瞬間,齒輪之間的微小間隙會導致控制指令與實際位置脫節,在管材表面留下無法修復的切口毛刺或幾何錯位。其次是「伺服頻寬(Servo Bandwidth)的受限」。傳動機構的彈性變形會大幅降低系統的自然共振頻率,迫使工程師必須降低伺服迴路的增益(Gain),這直接導致了巨大的「循跡誤差(Following Error)」。當線性軸與旋轉軸的循跡誤差不匹配時,原本設計的完美圓角將被切成橢圓,甚至發生直線段無法對齊的災難性後果。 (延伸閱讀:Aerotech 增強型追蹤控制 (ETC) 與動態增益排程:縮短整定時間、降低動態追蹤誤差的伺服控制技術)
雷射脈衝與空間位移的脫鉤導致熱影響區(HAZ)失控
即使機械結構能夠勉強畫出正確的軌跡,如果雷射脈衝的觸發機制不正確,依然會產生毀滅性的熱損傷,在傳統的雷射加工系統中,雷射的擊發通常是「基於時間(Time-based)」的。也就是說,雷射源以一個固定的頻率(例如 50 kHz)連續發射脈衝。
在直線恆速加工時,基於時間的觸發不會有問題,然而,當加工路徑進入微小的轉角或複雜的幾何特徵時,基於物理學的慣性定律,運動平台必須進行急遽的減速才能維持軌跡精度,如果在機台減速(刀具中心點速度降低)的過程中,雷射仍然以固定的時間頻率擊發,這將導致雷射脈衝在轉角處產生嚴重的「空間重疊(Spatial Overlap)」。

Aerotech 的無限視野 (IFOV) 功能的可視化表示,該功能協調精密平台和雷射掃描頭的運動
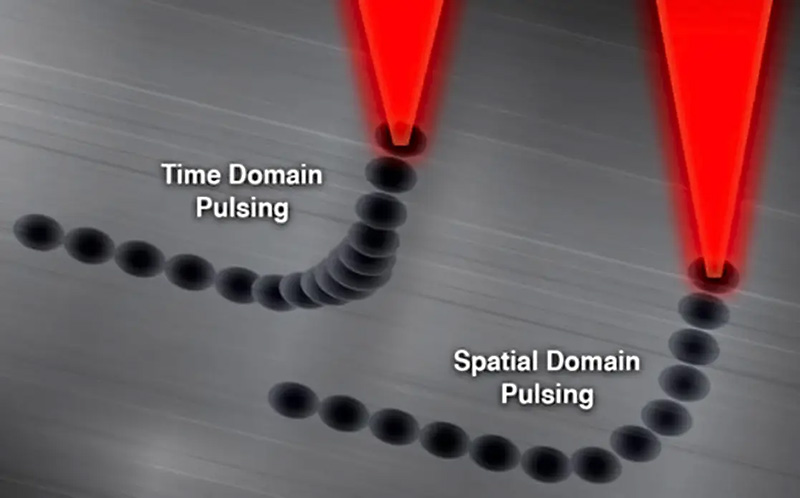
Aerotech 空間域脈衝消除了加速期間雷射能量的聚集,並根據物理軸編碼器回饋確保雷射脈衝位於正確的位置。
這些過度重疊的雷射脈衝會將過量的熱能注入同一個微小區域,瞬間引發極端的熱堆積,在金屬支架上,這會導致轉角處產生嚴重的熔渣(Dross)、熱影響區擴大以及晶格破壞;在聚合物支架上,則會直接導致材料碳化或過度消融,產生無法通過檢驗的粗糙邊緣。這種因為「控制指令(時間)」與「實際物理位置(空間)」脫鉤所引發的熱力學災難,是傳統控制架構無法透過後段補償來挽救的底層缺陷。
微小管徑連續進料的「非定長度夾持」與「徑向偏擺」
第三個難題發生在材料工程與機械治具的介面上,支架加工通常是從一根長達數公尺的連續微管材料上,依次切割出數十個獨立的支架,這要求機台必須具備自動化的進料(Advance)與夾持(Clamping)系統。
在加工直徑小於一毫米、管壁厚度僅數十微米的脆弱管材時,傳統的夾頭設計會面臨巨大的挑戰,傳統的彈簧夾頭在閉合時,其夾爪在徑向收縮的同時,會不可避免地產生一個微小的軸向(Z 軸或 X 軸)位移,這被稱為「夾頭回拉效應(Draw-back)」,在宏觀加工中,這個幾十微米的位移可以忽略不計;但在支架加工中,這會徹底破壞雷射焦點在管材上的絕對座標參考(Zero-reference),導致切出的幾何圖形產生嚴重的軸向錯位。
此外是旋轉時的「徑向偏擺(Radial Runout)」,如果夾持機構或旋轉主軸的軸承精度不足,管材在高速旋轉時會產生微米的偏心晃動,這種徑向偏擺會導致雷射光束的焦點(Focal Spot)不斷地在管材表面上下浮動,脫離最佳的景深(Depth of Focus)範圍,這不僅會造成切割切縫(Kerf Width)的寬窄不一,更會導致雷射能量無法穿透管壁,留下致命的未切透缺陷。
拼裝架構的物理死胡同
總結上述力學、熱力學與機構學分析,可以得出一個嚴肅的結論:在追求次微米級精度與絕對熱管控的高階醫療管材雷射加工中,傳統依賴「通用型旋轉分度盤」、「基於時間的雷射觸發」與「標準機械夾頭」的拼裝式設計,已經達到了物理學的死胡同,無論上位機的軌跡演算法再先進,也無法完全補償底層機構因為背隙帶來的幾何失真、因為觸發延遲帶來的熱損傷,以及因為夾持變位帶來的座標丟失,要突破這個醫療精密製造的瓶頸,唯一的解答是從驅動架構、通訊總線到夾治具設計進行徹底的系統級典範轉移(Paradigm Shift)。
醫療器材製造商若試圖自行購買泛用型滑台、夾頭與雷射控制器進行串接,最終不可避免地將陷入無止盡的循跡誤差除錯、轉角熱燒損對抗以及夾持偏擺補償的泥沼中,我們建議導入 Aerotech 專為管狀醫材加工設計的 LaserTurn / VascuLathe 整合型平台與次世代控制架構,我們能有效協助客戶符合最嚴苛的生醫規範,並實質提升高階支架的產能與良率:

LaserTurn 系列高精度雷射加工平台,結合自動化材料處理、直驅馬達技術與靈活配置,專為圓柱形加工而設計,提供卓越性能與可靠性。

VascuLathe 雷射加工平台,專為支架製造而設計;具備自動化材料處理、高速旋轉與濕式切割功能,提供次微米級精度與高產能效益。
直驅一體化平台與定長度夾頭:消滅循跡誤差與夾持變位
Aerotech 的解決方案捨棄了傳統的齒輪與皮帶傳動,採用直接驅動(Direct-Drive)技術的無刷伺服馬達,將線性軸與旋轉軸進行一體化設計,這種高剛性、低移動質量的架構徹底消除了機械背隙,賦予旋轉軸高達 8000 rad/s² 的峰值加速度與零遲滯的反轉能力,將複雜心血管支架輪廓的循跡誤差壓縮至次微米等級。 更關鍵的是,系統配備了氣動驅動的「定長度夾頭(Dead-length Collet)」,這種特殊設計的夾頭在夾緊與釋放的過程中,管材在軸向上的絕對位置不會發生任何微米級的位移(無回拉效應);搭配極低摩擦的旋轉接頭(支援濕式切割),能確保直徑小至 0.1 毫米的脆弱微管在高速旋轉與自動進料過程中,維持絕對精準的空間定位與極低的徑向偏擺(Runout < 25 µm)。
植入式裝置的焊接輪廓通常包含一些細微特徵,這些特徵會導致焊接過程中產生較大的加速度。 Aerotech HermeSys 的線性軸和旋轉軸採用的直接驅動技術,能夠最大限度地減少這些複雜輪廓的追蹤誤差。此外,還採用了直接耦合回饋裝置,以確保焊接過程中零件的精確定位。
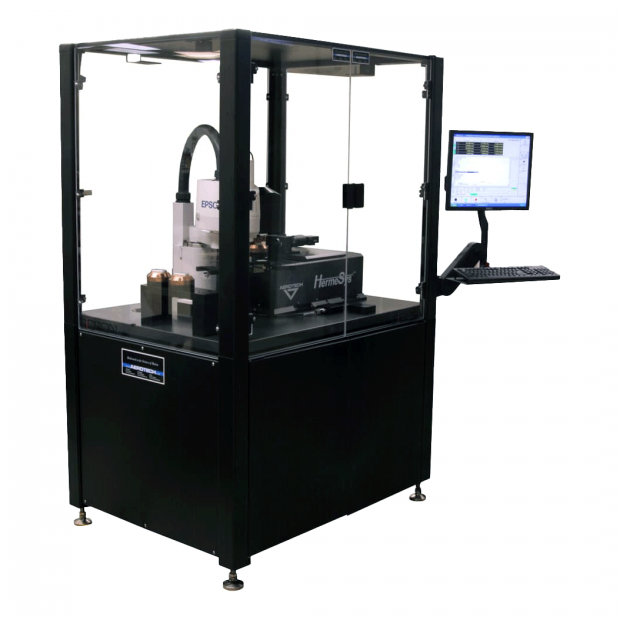
HermeSys 雷射縫焊系統專為精密焊接需求設計,搭載直接驅動技術與3D焊接功能,支援靈活夾具與即時路徑轉換,提升焊接品質與效率。
位置同步輸出 (PSO) 技術:根絕轉角熱影響區 (HAZ)
為了解決雷射熱堆積的致命問題,我們在控制系統底層導入了硬體級的「位置同步輸出(Position Synchronized Output, PSO)」,PSO 完全捨棄了傳統「基於時間」的觸發模式,而是透過控制器內部的高速 FPGA,即時讀取線性與旋轉編碼器在三維空間中合成的「實際物理向量位移」,只有當刀具中心點在管材表面確實移動了預設的微米距離時,系統才會以低於 50 奈秒(Nanosecond)的延遲觸發一發雷射,這意味著當機台在銳角轉彎處急遽減速時,雷射脈衝的發射頻率會自動且完美地同步降低;加速時則同步提升。無論加工速度如何劇烈變化,PSO 都能確保每一個雷射脈衝在材料表面的空間距離絕對等距,從根本上消滅了轉角處的過度消融與熱影響區,實現完美的切縫邊緣品質。
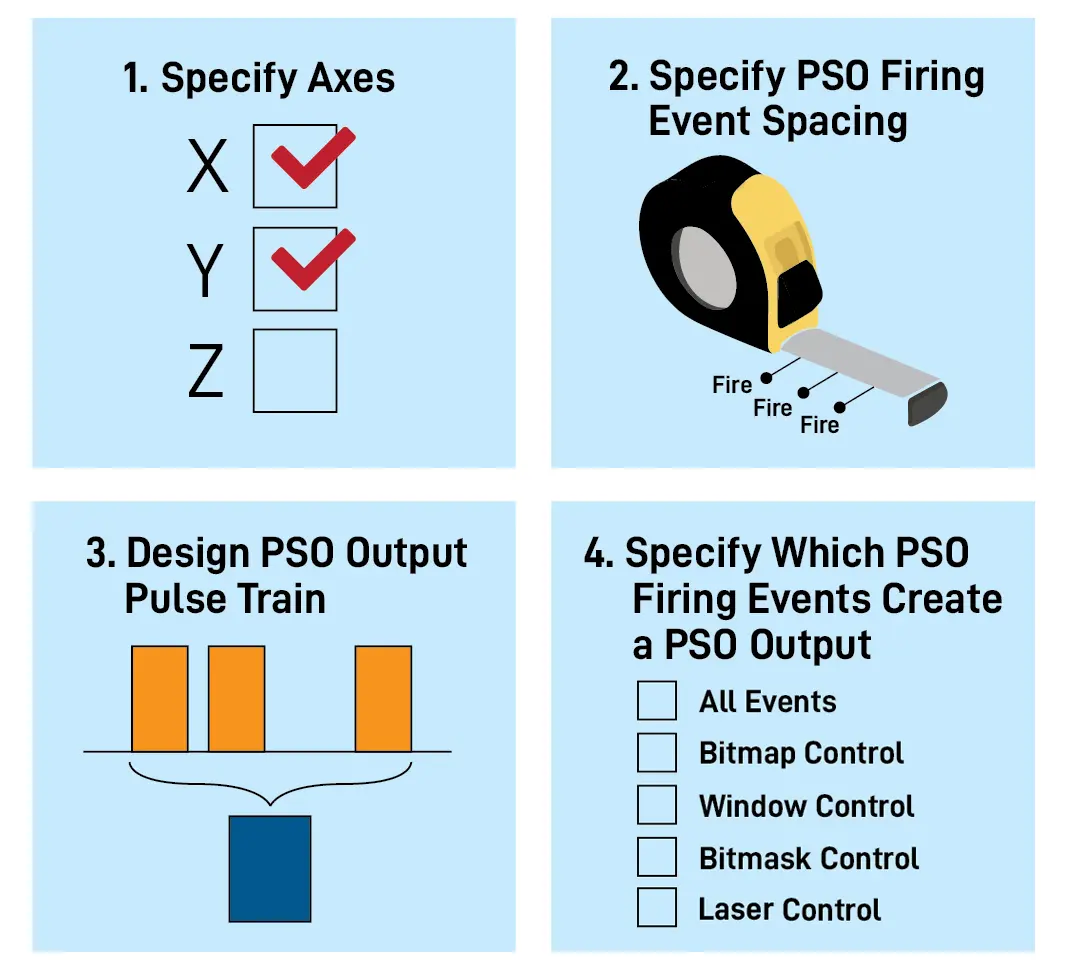
Aerotech 的位置同步輸出可透過四個簡單步驟完成設定
突破極限的控制神經:Automation1 控制器與 HyperWire 光纖通訊
要讓如此高動態的直驅馬達與 PSO 雷射觸發完美協同,我們導入了 Automation1 iSMC 智能軟體控制器 與先進的驅動模組(如 XC4e / iXC4),透過頻寬高達 2 Gbps 的 HyperWire® 光纖通訊匯流排,控制器能以 20 kHz 的超高頻率無縫同步運算線性與旋轉軸的軌跡。配合強大的前饋演算法(Feedforward)與多區塊預讀(Look-ahead)軌跡規劃,系統能在不犧牲任何幾何精度的前提下,將高階支架的整體加工時間大幅縮減 40% 以上,實質翻轉醫療製造的經濟效益。

Automation1 iSMC 是一款以軟體為核心的智慧型運動控制器,可無縫整合精密運動與製程控制;支援多達 32 軸,具備高速龍門控制、PSO 位置同步輸出與多軸軌跡前瞻功能;透過 AeroScript 編程與彈性部署選項,為高階自動化設備提供卓越的性能與產能提升。
打造頂尖的醫療微細加工環境沒有單一標準答案,實際的系統配置,將因應您的專屬測試應用、嚴苛法規規範、廠房場地限制以及微管待測物的物理特性而量身打造,若您需要針對實驗室進行深入規劃,或尋求精準的軟硬體整合選配建議,請立即聯繫「奧創系統」,我們的專業團隊擁有豐富的系統整合經驗,隨時準備為您提供最專業的客製化配置指南與全方位技術支援,協助您找到最完美的解答。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。
- 線上表單: 點此填寫需求單
- 業務信箱: INFO@ultrontek.com
- 來電洽詢: 02 2278-9008