
IGM 整合型花崗岩運動平台優勢:突破大尺寸顯示器與雷射加工瓶頸
在先進製造領域中,次世代顯示器(如 Micro-LED 與極高解析度 OLED)的量產,以及高階半導體載板的雷射微細加工,正推動著設備工程的物理邊界,這類應用的最大特徵在於「宏觀尺度與微觀精度的極端衝突」,現代製程基板或面板的尺寸動輒超過一公尺乘一公尺,然而其內部特徵尺寸(Feature Size)與對位容許誤差,卻被嚴格限縮在次微米(Sub-micron)甚至奈米(Nanometer)等級。
長期專注於先進雷射加工與精密製造系統,當我們檢視最新的國際機床檢驗標準與業界實務時,會發現傳統基於鋁合金擠型或鑄鐵底座的「堆疊式滑台架構(Stage-on-Granite)」,在面對如此龐大的工作區域與極端的動態要求時,已面臨難以跨越的物理學瓶頸;本文將純粹從工程力學、結構動力學與精密量測的底層邏輯出發,深度剖析現代大尺寸精密製造工程師在實務上所遭遇的嚴苛法規與三大核心技術難題。
國際規範與製程演進:大尺寸加工的極限挑戰
在探討具體的結構痛點之前,我們必須先理解指導這些超大型機台性能的國際最高準則,以最新修訂的國際標準組織工具機檢驗規範(ISO 230-2 以及 ISO 230-7 針對幾何誤差的評估),以及國際半導體產業協會(SEMI)針對大尺寸高密度先進封裝面板的規範為例,對於空間中的絕對定位精度與幾何誤差提出了極度嚴苛的限制。
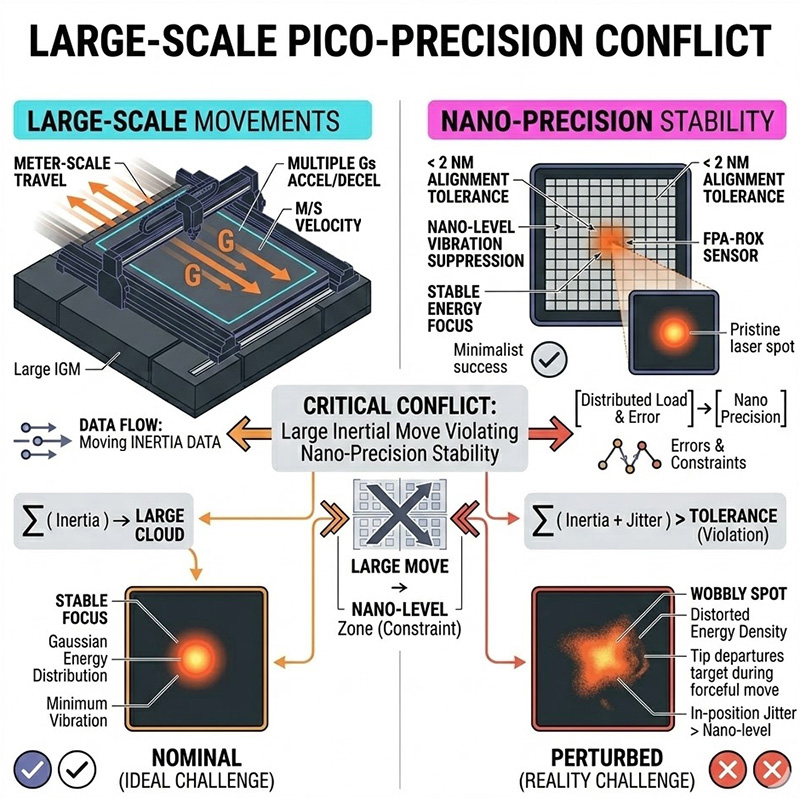
在 Micro-LED 的巨量轉移或高階雷射電路板鑽孔製程中,加工頭或檢測探頭必須在超過一平方公尺的工作區域內進行高速移動與定點加工,標準要求在長達一公尺以上的單軸行程中,其雙向重複定位精度必須維持在次微米級別(例如正負零點五微米),且整面的空間直線度(Straightness)與平面度(Flatness)誤差不得超過幾個微米。
更嚴苛的是動態性能的要求,為了達到經濟規模的產量(Throughput),雷射加工機的龍門架構必須以每秒數公尺的高速巡航,並在每個微小加工特徵之間進行高達幾個G(重力加速度)的極短促加減速,這意味著機台必須在極高的慣性力衝擊下,於幾毫秒內完全靜止(Settle)並將微震動抑制在奈米級別以內,否則雷射光斑的能量分佈與幾何形狀將產生嚴重失真,這種「超大行程」、「極致平坦」與「高頻率暴力動態」的複合要求,直接宣判了傳統模組化堆疊滑台的死刑。
三大超大尺寸結構難題剖析
在上述嚴苛的物理限制與法規框架下,研發工程師在建構大尺寸雷射加工或檢測機台時,無可避免地會面臨三道極難跨越的技術高牆,這三大難題分別牽涉到幾何誤差的力臂放大效應、多組件結構的動態剛性流失,以及熱力學與應力造成的平面度變形。
結構堆疊導致阿貝誤差的無限放大
在超大尺寸的二維或三維運動系統中,「阿貝誤差(Abbe Error)」是影響絕對精度的最大隱形殺手,阿貝誤差的物理定義是:當系統的量測軸(或反饋編碼器位置)與實際工作點(如雷射焦點或檢測鏡頭)不共線時,任何導軌上的微小角度偏差(如俯仰角 Pitch、偏擺角 Yaw、滾轉角 Roll),都會隨著兩者之間的垂直力臂長度被線性放大。
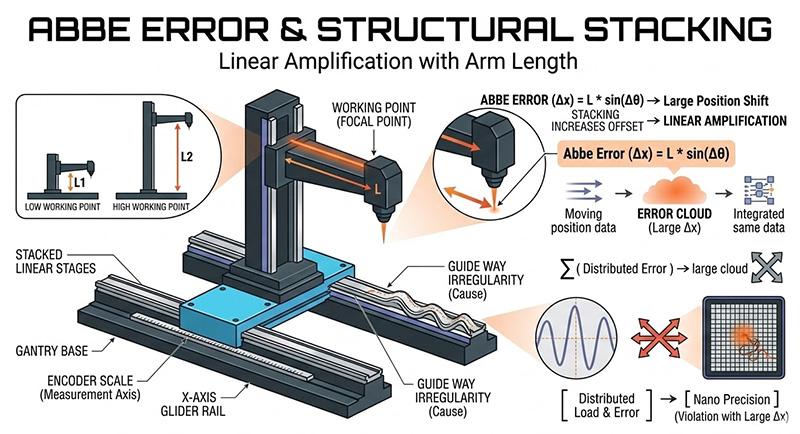
傳統的設備設計通常採用「模組化滑台安裝於花崗岩平台(Stage-on-Granite)」的架構,工程師購買獨立的X軸與Y軸線性滑台,將它們以十字堆疊或龍門形式用螺栓鎖附在天然花崗岩底座上,這種設計必然存在多層的鋁合金底板、軸承座與轉接板,每一層結構都會無可避免地增加工作點距離運動軌道的垂直高度(Profile Height);在長達一公尺的行程中,即使是最高等級的精密加工導軌,也難免存在幾角秒(Arc-second)的微小俯仰或偏擺起伏,當這些微小的角秒誤差,乘上因為層層堆疊而高達數百毫米的垂直力臂時,在刀具中心點(Tool Center Point)產生的線性位置偏移量將輕易突破十幾微米;對於要求次微米精度的 Micro-LED 轉移或高階雷射微加工而言,這種因為結構高度而放大的阿貝誤差是毀滅性的,如何徹底消除多餘的機械層次,將反饋系統與負載端無限逼近,是降低大尺寸誤差的首要難題。(延伸閱讀:透過雷射干涉儀回饋,解析機台定位的不確定性)
接觸面與組件過多造成的動態剛性流失
高產能意味著高加減速,當一個重達數十公斤的龍門橋架(Gantry Bridge)以多個G的加速度進行急停或反轉時,會產生巨大的慣性反作用力,系統抵抗這些慣性力並避免自身產生彈性形變與共振的能力,稱為動態剛性(Dynamic Stiffness)。
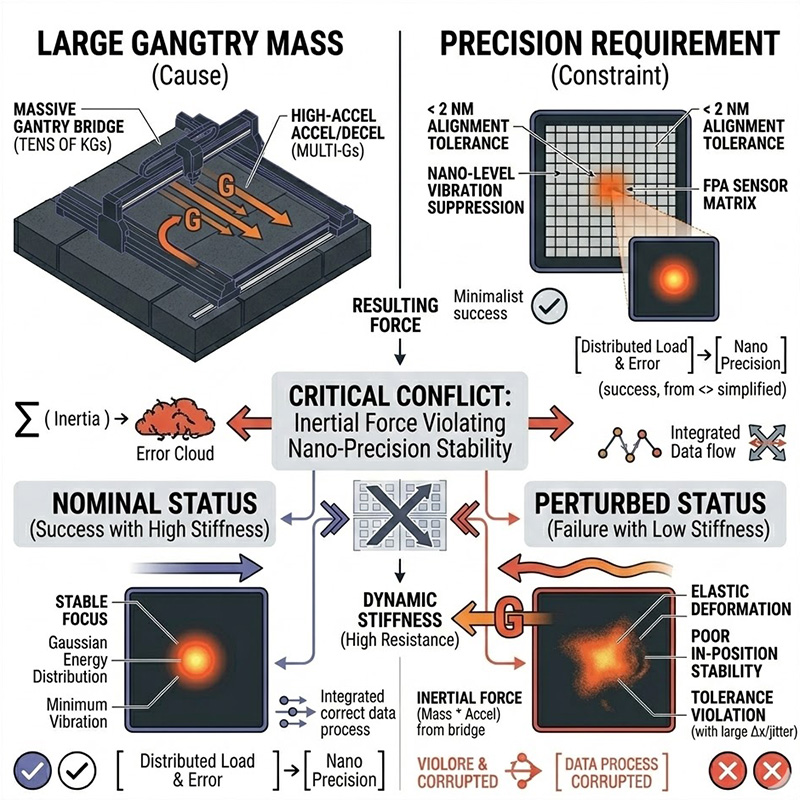
在傳統的堆疊式系統中,滑台的鋁製底座與下方的花崗岩平台之間,是透過數十根螺栓進行點接觸鎖附,在微觀的力學世界裡,這些金屬與金屬、金屬與石材之間的接合面(Mechanical Interfaces),並非絕對剛體,而是如同極高硬度的「彈簧」與「阻尼器」。
當系統結構組件(Part Count)越多接合面就越多,高頻的加速衝擊力會在這些接合面之間傳遞、反射並引發微小的滑移與彈性變形,這不僅大幅降低了整個機台系統的自然共振頻率(Natural Frequency),使得系統更容易被馬達的高頻驅動力激發出震動(Ringing);更嚴重的是,這會導致極長的尋邊整定時間(Settling Time),當控制器發出停止指令後,機台表面看似停下了,但末端的雷射光學鏡頭仍在進行幅度數百奈米的微小餘震,工程師必須被迫在控制器中增加等待時間(Dwell Time),或者降低系統的伺服頻寬與加減速極限,這直接扼殺了高階雷射加工機最核心的產能優勢。
長行程的平面度維持與同動追蹤(Contouring)誤差
第三個難題發生在空間幾何的純粹度與多軸同動的協調性,在顯示器製程中,基板必須保持極致的平坦,才能確保雷射焦點始終落在材料表面的景深(Depth of Focus)範圍內;然而,傳統將模組滑台鎖附在花崗岩上的作法,滑台自身的鋁合金底座在加工時必然存在內應力與平整度公差,當將這些帶有微小彎曲的滑台鎖附到平坦的花崗岩上時,螺栓的迫緊力會迫使滑台底座發生扭曲變形,進一步破壞了導軌的直線度與平面度;此外在溫度微幅波動的廠房內,鋁合金與花崗岩這兩種不同材質之間存在著顯著的熱膨脹係數差異(CTE Mismatch),這會導致雙金屬效應(Bimetallic Effect),使得滑台在運作一段時間後產生無法預測的熱彎曲(Thermal Bowing)。
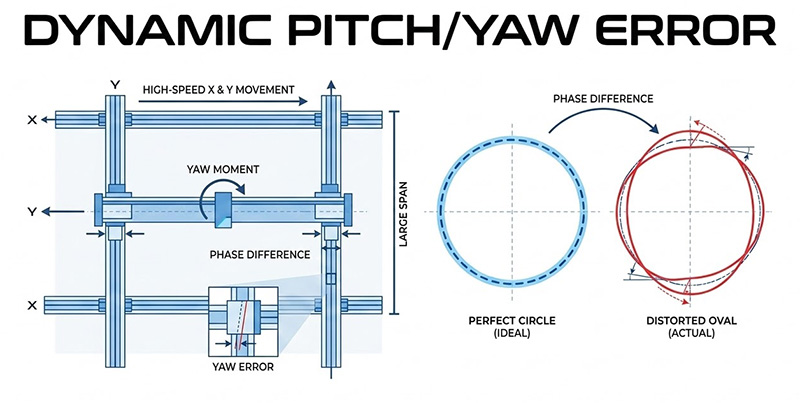
而在大跨距的龍門架構中,如果採用傳統的單側驅動或是剛性不足的橋架設計,當工具頭沿著橫樑(Y軸)移動到邊緣並同時進行高速X軸運動時,會產生嚴重的偏航力矩(Yaw Moment),這會導致龍門兩端產生相位差,也就是俗稱的「動態偏擺誤差(Dynamic Pitch/Yaw Error)」,這種誤差會讓原本應該是完美圓形的雷射切割孔,在高速同動加工下變成橢圓形或出現缺口。
模組化堆疊的極限與典範轉移
總結上述力學與幾何分析,我們可以得出一個嚴肅的結論:在追求一公尺以上大行程與次微米級高精度的雙重極限下,傳統將現成模組化滑台鎖附到花崗岩上的「拼裝式」設計,已經達到了物理學與材料力學的死胡同,無論控制器再強大,也無法完全補償因為結構高度帶來的阿貝誤差放大、接合面過多造成的剛性流失,以及材質不匹配引發的熱變形;要突破這個超大尺寸精密製造的瓶頸,唯一的解答是從機械設計的根基進行徹底的典範轉移(Paradigm Shift),將運動元件與承載基礎合而為一,這種技術理念,正是「整合型花崗岩運動平台(Integrated Granite Motion, 簡稱 IGM)」誕生的核心驅動力。
面對上述嚴苛的 ISO 與 SEMI 大尺寸測試與加工標準,單純依賴拼湊各家模組化滑台(Box Moving)的作法往往難以竟全功,設備製造商若試圖自行購買滑台與石材進行組裝,最終不可避免地將陷入無止盡的結構共振除錯、阿貝誤差補償與熱變形對抗的泥沼中。
這正是我們強調「系統整合優勢」的核心所在,我們不只是提供單一的滑台或馬達,而是為您提供從底層材料力學、精密軸承配置、直驅動力學到頂層奈米級控制的「一站式解決方案 (Turnkey Solution)」,透過導入Aerotech先進的 IGM 整合型花崗岩運動平台與次世代控制架構,能協助客戶有效符合最嚴苛的業界規範,並實質提升大尺寸加工的精度與產量:
IGM 整合型花崗岩運動架構:消滅阿貝誤差與剛性流失
Aerotech 解決方案捨棄了傳統的鋁合金底座,直接將核心的線性運動元件(包含精密導軌、線性馬達與高解析度光學尺)直接設計並加工安裝於超高精度的花崗岩結構上,這種 IGM 設計帶來了革命性的優勢:首先,去除了多餘的轉接板與底板,極大地降低了各軸的垂直高度(Profile Height),極低的重心設計有效縮短了力臂,從根本上將阿貝誤差降至最低;其次,將運動元件與具備極佳減震特性與熱穩定性的花崗岩合而為一,大幅減少了機械組件數量與接觸面,提供了無與倫比的動態剛性,這使得系統在承受高達 5G 的激烈加減速時,依然能保持穩如泰山的結構穩定度,尋邊整定時間(Settling time)趨近於零。(延伸閱讀:花崗岩平台 vs. 整合式花崗岩運動系統:技術與成本深度解析)

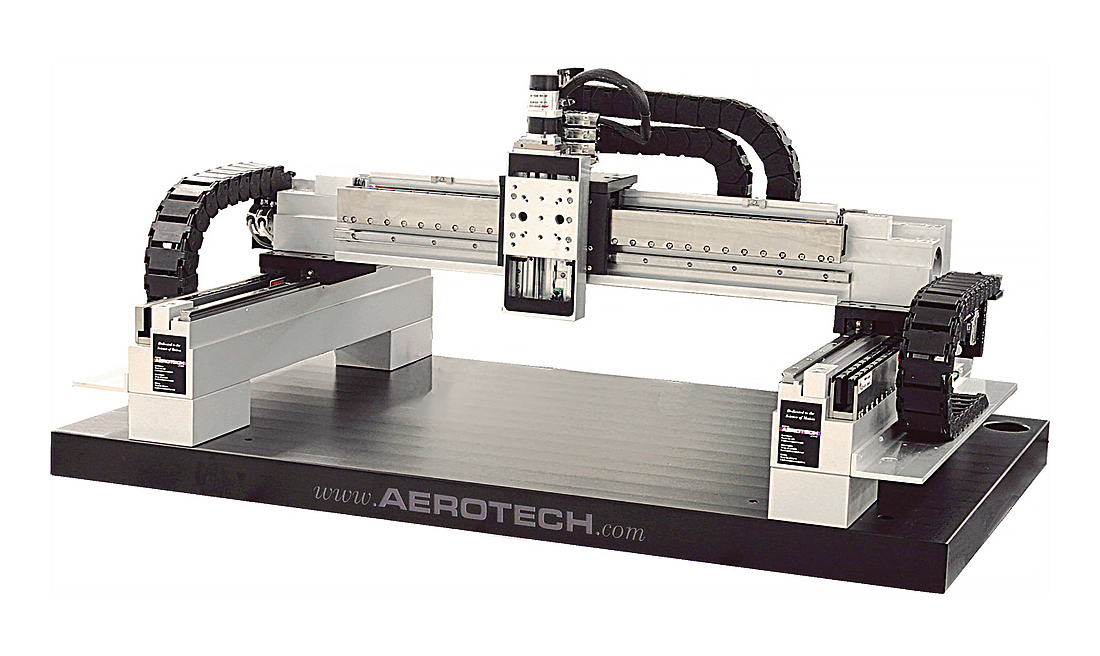
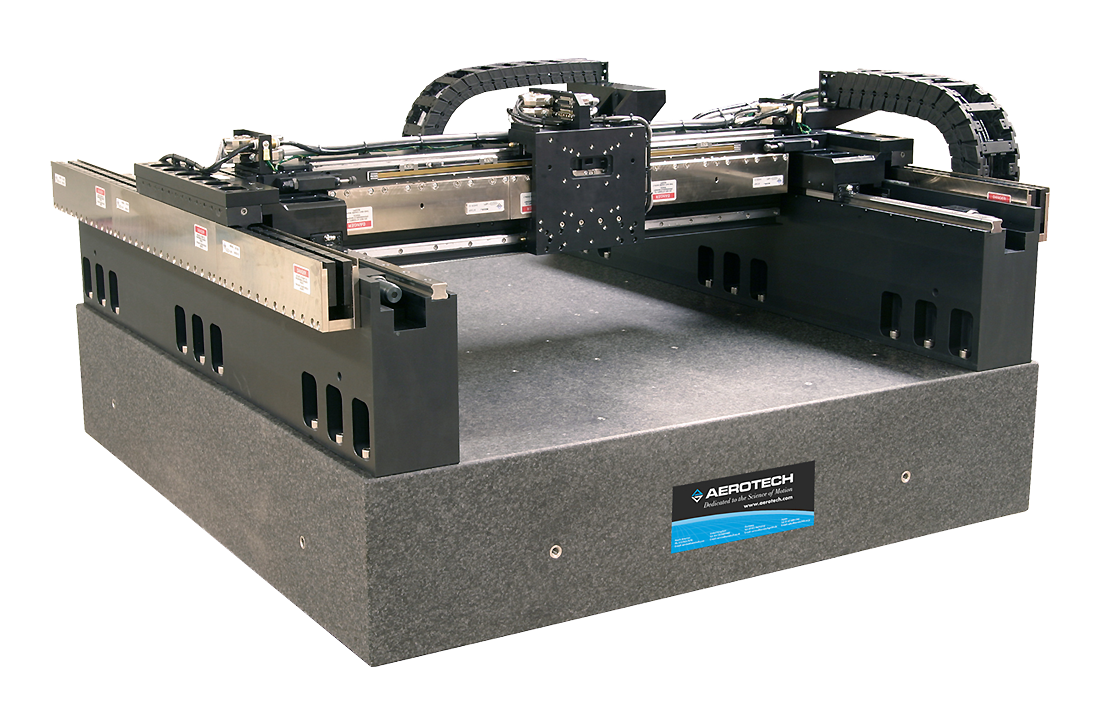
使用的機械軸承運動平台:(a) 花崗岩平台解決方案 與 (b) IGM 解決方案

機械軸承系統底座軸的第一個載台振動模式:(a) 花崗岩平台 Y 軸在 400 Hz,以及 (b) IGM Y 軸在 430 Hz,相較於傳統花崗岩平台,IGM 解決方案更高的共振頻率,部分歸因於更堅固的載台與軸承設計
因應極限應用的靈活高階龍門配置
針對次世代顯示器與高階雷射加工對大尺寸平坦度與同動精度的極端渴求,Aerotech 提供基於 IGM 理念深度最佳化的大型龍門解決方案:
機械軸承直驅龍門架構 (AGS10000 / AGS15000 概念設計)
專為 24/7 高產能嚴苛環境打造,採用純平面的下軸雙線性馬達與雙編碼器驅動設計,這種平面拓撲結構極大地消除了動態偏擺(Dynamic Pitch Errors),在長達 1.3 公尺乘 1.3 公尺的工作區域內,確保高達每秒 3 公尺的超高速移動下,仍能維持微米級的完美幾何循跡精度。
AGS1000 直驅龍門系統 結合高性能線性無刷伺服馬達與非接觸式光學編碼器,提供卓越的自動化與高精度檢測解決方案。專為高速取放、影像檢測與自動組裝設計,搭載創新的線纜管理系統,確保穩定與耐用。
AGS15000 直驅龍門系統 專為超高精度與高速動態控制設計,搭載無刷線性伺服馬達,速度達 3 m/s,加速度達 5 g,廣泛應用於精密微加工、自動化組裝與視覺檢測等領域。
全氣浮軸承直驅龍門架構 (ABG10000 概念設計)
若您的製程(如大型光學檢測或微結構直寫)對摩擦力與平順度有「絕對零容忍」的要求,可整合主動預載的氣浮軸承技術,氣浮薄膜天然的「平均效應(Averaging Effect)」能填補花崗岩表面的微觀起伏,提供機械接觸無法企及的極致俯仰、偏擺與滾轉(Pitch, Yaw, Roll)角度穩定性,將直線度與平面度推向物理極限。
ABG10000 空氣軸承直驅式龍門系統結合 Aerotech 領先技術與卓越製造能力,專為高速取放、自動組裝、視覺檢測及高精度檢測打造,提供極致運動精度與穩定性。
完美駕馭巨大慣量的控制大腦:Automation1 控制器與 HyperWire 光纖通訊
為了讓這座龐大的 IGM 龍門巨獸展現出奈米級的細膩,建議導入了 Automation1 運動控制平台,透過頻寬高達 2 Gbps 的 HyperWire® 光纖通訊匯流排,控制器能以 20 kHz 的超高頻率無縫同步龐大龍門的雙邊馬達,將雙軸同動的時基抖動(Jitter)壓制在 1 奈秒以內,配合進階的「交叉軸前饋(Cross-Axis Feedforward)」與「軌跡指令濾波(Command Shaping)」等動態控制演算法,系統能主動抵銷龍門橫樑的高頻共振與偏航力矩干擾;此外,透過精準的「位置同步輸出(PSO)」功能,雷射的擊發完全基於光學尺的真實空間位置,確保在任意高速曲線加工下,雷射光斑的能量分佈始終絕對均勻。
每個尖端實驗室與量產產線的需求皆獨一無二,系統配置的細節將隨著您的測試應用、檢驗規範、場地空間與待測物特性而有所不同。準備好升級您的測試與製造能量了嗎?立即聯繫「奧創系統」!憑藉我們深厚的系統整合經驗與技術底蘊,奧創團隊隨時為您提供最深入的系統規劃、軟硬體選配建議與頂級技術支援,與您攜手建構專屬的完美測試與製造解決方案。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。
- 線上表單: 點此填寫需求單
- 業務信箱: INFO@ultrontek.com
- 來電洽詢: 02 2278-9008