
植入式醫療裝置 3D 雷射氣密縫銲技術解析
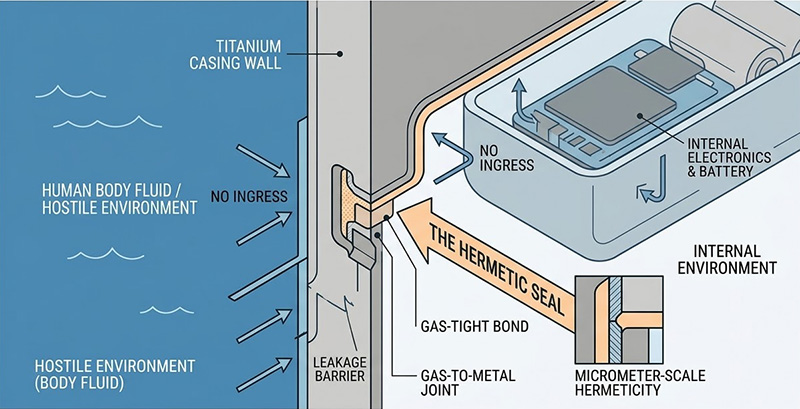
在醫療工程領域,主動植入式醫療裝置(Active Implantable Medical Devices, AIMDs)的發展正經歷一場由材料科學、微電子學與極限製造技術共同推動的微型化革命。從新一代的無導線心律調節器(Leadless Pacemakers)、深層腦部神經刺激器(Deep Brain Stimulators),到植入式微量藥物釋放幫浦,這些在人體嚴苛體液環境中運作長達十數年的精密設備,其內部搭載著極度敏感的微控制器與高能電池,為了確保這些元件不受人液侵蝕,同時避免電池有毒物質外洩, AIMDs 的鈦合金外殼必須達到絕對的「氣密(Hermeticity)」。
長期專注於高階生醫製造與精密雷射加工系統,當我們檢視最新的醫療器材品質管理系統標準與製程良率數據時,會發現一個極為嚴峻的工程現實:隨著裝置體積縮小,其外殼幾何形狀變得極度複雜且不對稱,傳統基於簡單旋轉分度盤與單純時間觸發的雷射縫銲系統,在面對微小倒角、三維高低起伏邊緣與極薄金屬管壁時,已經面臨無法跨越的物理學與熱動力學瓶頸;本文將純粹從金屬雷射銲接的熱力學機制、多軸空間運動學,以及極限動態控制的底層邏輯出發,深度剖析現代醫材製造工程師在實務上所遭遇的嚴苛法規與三大核心技術難題。
國際檢驗規範的演進:AIMD 氣密封裝的極限容忍度
在探討具體的運動控制與雷射同步痛點之前,我們必須先理解指導這些生醫植入物性能的國際最高準則,以最新的國際標準化組織針對外科植入物之規範(ISO 14708 系列),以及美軍標準(MIL-STD-883 Test Method 1014 針對微電子封裝的氦氣細微洩漏測試)為例,對於 AIMDs 的氣密性與銲道(Weld Seam)品質,提出了近乎物理極限的限制。
在現代微型心律調節器的製造中,其鈦合金外殼的壁厚通常小於零點三毫米(300 微米),根據最新規範,封裝完成後的等效標準洩漏率(Equivalent Standard Leak Rate)必須低於每秒十的負九次方大氣壓立方公分氦氣(atm-cc/sec He),要達到如此嚴苛的氣密等級,兩片鈦合金外殼的接合處必須經過雷射連續重疊點銲(Overlap Spot Welding)或連續波縫銲(Continuous Wave Seam Welding),形成一條毫無瑕疵、無微裂紋、且熔深(Penetration Depth)絕對均勻的冶金結合帶。

法規不僅要求最終的洩漏率,更嚴格檢視銲道的幾何一致性,規範要求在整個三維不規則的銲接路徑上,銲接寬度與熔深的變異量不得超過正負百分之五,因為任何局部區域的過度消融(Over-melting)或熱影響區(Heat-Affected Zone, HAZ)擴大,都會導致金屬晶相粗大化,降低抗腐蝕能力;而熔深不足則無法承受人體內的壓力變化,隨時有爆裂的風險,這種對「空間幾何純度」與「絕對熱量管控」的雙重極限要求,直接宣判了傳統非同步雷射銲接架構的死刑。
三大雷射縫銲控制難題
在上述嚴苛的熱力學限制與法規框架下,研發與製程工程師在建構 AIMD 雷射氣密縫銲機台時,無可避免地會面臨三道極難跨越的技術高牆,這三大難題分別牽涉到非圓形輪廓的高頻動態循跡誤差、局部熱量堆積導致的應力翹曲,以及焦點深度與雷射能量的三維空間同步。
複雜非對稱 3D 輪廓中的極限動態循跡誤差
與傳統的圓柱形電池或圓形傳感器不同,現代植入式醫療裝置的外觀往往設計成扁平、具有多個微小圓角(Small Radii)的非對稱橢圓形或淚滴形,以符合人體工學,在進行雷射縫銲時,為了保持穩定的產能,系統必須讓雷射焦點沿著這個不規則的接縫,保持「絕對恆定的表面線速度(Constant Surface Velocity)」。
這裡隱藏著一個巨大的機械動力學挑戰,在實務上雷射頭通常是固定的(或僅做 Z 軸對焦),而待測物被夾持在一個旋轉軸與多個線性軸組成的平台上,當銲接路徑行經長直段時,旋轉軸轉速緩慢;但當路徑突然進入半徑只有兩毫米的極小圓角時,為了維持恆定的表面線速度,旋轉軸必須在幾毫秒內將角速度瞬間提升數十倍,同時 X 軸與 Y 軸必須進行極度劇烈的加減速反轉。

傳統的銲接機台多半採用蝸輪蝸桿、皮帶或減速齒輪箱來驅動旋轉軸與線性軸,這些機械傳動元件在面對如此高頻率、高強度的動態輪廓需求時,會暴露致命的物理缺陷,首先是「機械背隙(Backlash)」與「遲滯(Hysteresis)」,在每次方向反轉或急遽加速的瞬間,齒輪之間的微小間隙會導致控制器的指令與實際物理位置脫節;其次是系統剛性不足導致的伺服跟隨誤差(Following Error),這會使得待測物在經過圓角時,實際軌跡偏離了預期的雷射焦點路徑,只要偏離超過數十微米,雷射光束就會打在接縫之外的單側金屬上,導致單邊熔毀而另一邊未熔合,瞬間產生致命的氣密漏洞。

局部熱輸入失控與薄殼材料的熱應力翹曲(Warpage)
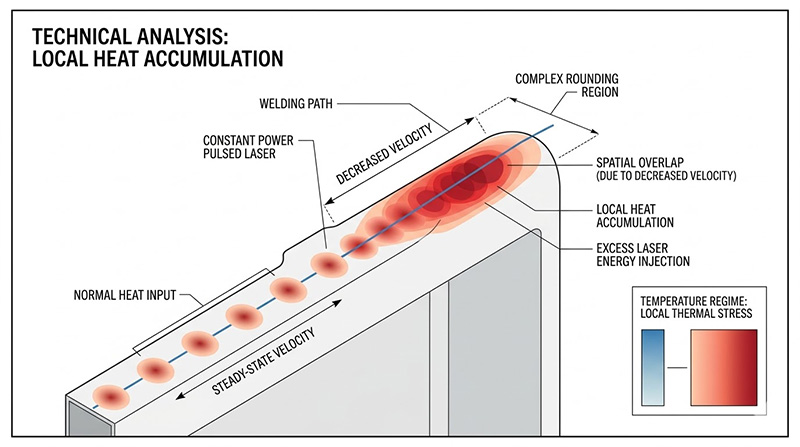
即使機械系統能夠勉強畫出正確的幾何軌跡,下一個毀滅性的問題來自於「熱力學的應力累積」,在雷射縫銲中,單位長度的熱輸入量(Heat Input)直接正比於雷射功率,反比於銲接線速度。
如果在機台行經複雜圓角或進行 Z 軸高度爬升的過程中,因為機構的慣性限制而發生了無可避免的減速(線速度下降),但雷射系統依然以恆定的時間頻率發射脈衝或維持恆定功率,這將導致該區域的雷射光斑產生嚴重的「空間重疊(Spatial Overlap)」,過剩的雷射能量會瞬間注入這個微小的區域,引發極端的局部熱堆積。
鈦合金雖然具有優異的生物相容性,但其熱傳導率極低(僅為鋁的四分之一),這意味著局部產生的巨大熱量無法迅速散去,當局部溫度急遽升高時,金屬會產生強烈的熱膨脹;而當雷射移開後,又會迅速收縮,這種劇烈的熱力學循環會在極薄的鈦合金外殼上產生巨大的殘餘應力(Residual Stress)。
在傳統使用簡單壓持或被動夾治具(Passive Clamping)的系統中,這種熱應力會輕易克服夾治具的摩擦力,導致兩片原本緊密貼合的外殼在銲接進行到一半時,發生微米級的「分離(Separation)」或翹曲變形,一旦接縫處的間隙大於雷射光斑直徑的一小部分,雷射能量就會直接穿透間隙,不僅無法形成銲池,甚至可能直接燒毀內部的微電子電路或電池隔膜,造成整批高價植入物的報廢。

三維空間中的焦點偏移與通訊時域脫鉤
最後一個難題發生在光學能量與三維空間座標的絕對同步上,現代 AIMDs 的接縫並非永遠保持在同一個水平面上,為了配合內部元件的堆疊,接縫往往在 Z 軸方向上具有數毫米的立體起伏。
這要求系統在進行 X-Y-Theta 平面循跡的同時,Z 軸必須進行極高頻率的上下補償,以確保雷射光束的焦點(Focal Spot)始終精確落在金屬表面,高數值孔徑(NA)的銲接雷射其景深(Depth of Focus)極短,只要 Z 軸的補償因為伺服延遲而慢了幾毫秒,金屬表面就會脫離最佳焦平面,這會導致雷射能量密度(Irradiance)驟降,原本應該形成深熔銲(Keyhole Welding)的機制退化為熱傳導銲(Conduction Welding),使得熔深瞬間變淺,無法通過破壞性拉力測試。

更為複雜的是,為了徹底解決前面提到的局部熱堆積問題,工程師試圖將雷射脈衝的觸發與空間位移綁定,但在傳統的通訊架構中,控制器透過工業乙太網路讀取各軸編碼器位置,計算出合成向量後,再發送指令給雷射源,這個資訊往返的迴路無可避免地會產生數微秒(Microseconds)的通訊延遲與非確定性的時基抖動(Jitter)。
在每秒數十毫米的銲接速度下,幾微秒的延遲會導致實際雷射擊發的「空間座標」與預期的「編碼器座標」產生嚴重的錯位,這種因為通訊架構所導致的「時間與空間脫鉤」,使得雷射脈衝在三維輪廓的爬坡與轉角處依然呈現疏密不均,徹底破壞了銲道的冶金一致性,如何在多個線性與旋轉軸之間,達成奈秒(Nanosecond)等級的絕對位置同步觸發,是建構次世代氣密縫銲系統的最核心天險。

傳統模組化拼裝的物理死胡同
總結上述的動力學、熱力學與光學控制分析,我們可以得出一個嚴肅的結論:在追求絕對氣密與零變形的植入式醫療裝置封裝中,傳統依賴「泛用型線性滑台疊加旋轉盤」、「被動式夾治具」以及「基於時間觸發的雷射控制」的拼裝式設計,已經達到了物理學與控制學的死胡同,無論上位機的熱學模擬軟體多麼先進,都無法挽救底層因為齒輪背隙造成的循跡失真、因為局部熱量造成的薄殼翹曲,以及因為通訊延遲導致的焦點丟失與能量不均,要突破這道高階生醫製造的高牆,唯一的解答是從機構的底層驅動技術、夾持力學設計,到頂層的光纖通訊總線進行徹底的系統級典範轉移(Paradigm Shift)。
我們推薦導入 Aerotech 專為雷射縫銲量身打造的 HermeSys® 氣密縫銲系統架構 與次世代 Automation1 控制平台,我們能有效協助客戶克服薄殼鈦合金的熱變形挑戰,實質翻轉高階植入物的封裝良率:

HermeSys 雷射縫焊系統專為精密焊接需求設計,搭載直接驅動技術與3D焊接功能,支援靈活夾具與即時路徑轉換,提升焊接品質與效率。
消除循跡誤差的一體化直驅設計與三維補償
針對複雜輪廓的高動態循跡挑戰,我們的解決方案徹底捨棄了傳統的齒輪與皮帶傳動,HermeSys 系統架構將負責旋轉的 Theta 軸與負責定位的線性軸全面採用「無刷直驅伺服馬達(Direct-Drive Technology)」,並建立在一個緊湊、高剛性的共同機座上,這種零背隙、低移動質量的設計,賦予了系統極高的伺服頻寬,使其在極小的幾何特徵與微小倒角處,依然能保持無與倫比的高速與高加速度,搭配系統內建高達 14 mm 的高頻垂直(Z軸)行程,我們能完美追蹤 AIMDs 複雜的三維高低起伏,確保雷射焦點始終鎖定在最佳景深範圍內。
植入式裝置的焊接輪廓通常包含一些細微特徵,這些特徵會導致焊接過程中產生較大的加速度,Aerotech HermeSys 的線性軸和旋轉軸採用直接驅動技術,可最大限度地減少這些複雜輪廓的追蹤誤差,此外,還使用了直接耦合回饋裝置,以確保焊接過程中零件的精確定位。
對抗熱力學變形:主動式夾治具 (Active Clamping) 系統
為了解決局部加熱導致薄殼分離與翹曲的致命問題,我們在旋轉軸的頂端導入了革命性的「主動式驅動或被動式氣動夾持模組(Active/Passive Clamping Assembly)」,這套機制能在整個雷射銲接過程中,持續且均勻地對鈦合金外殼施加精確的閉合壓力,透過抵銷局部熱輸入所產生的熱膨脹應力,我們能確保兩片外殼的接縫處自始至終保持絕對的緊密接觸(Zero-gap),從物理根源上消滅了銲道破裂與氣密失效的風險;此外,系統可選配具有真空饋通(Vacuum feed-through)的運動學定位托盤(Kinematic Part Fixture),為未來的全自動化上下料提供完美的精密對位基礎。
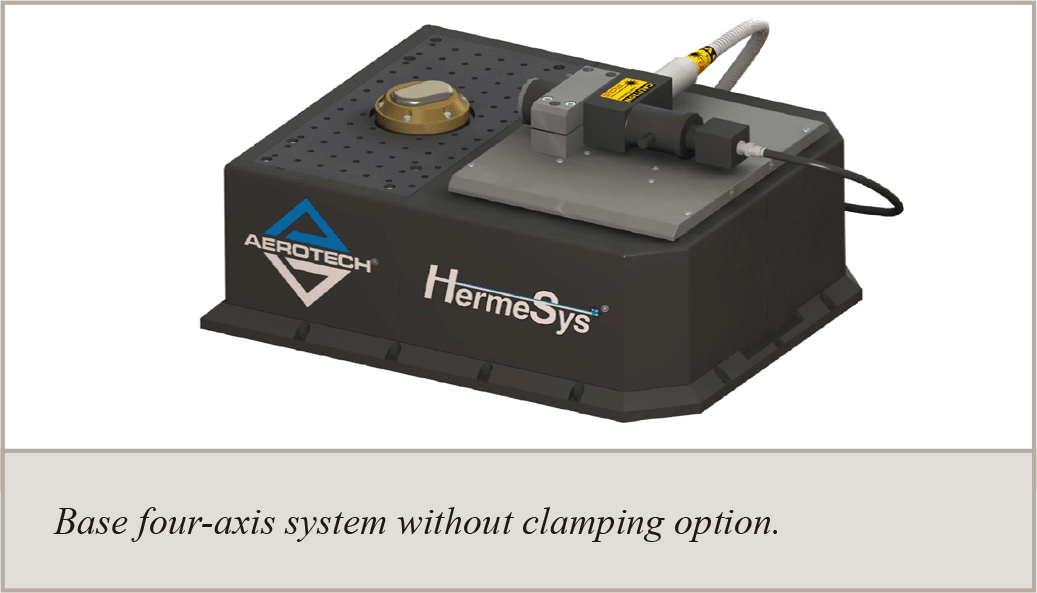
不含夾持選項的四軸運動控制平台,提供高精度雷射縫焊解決方案
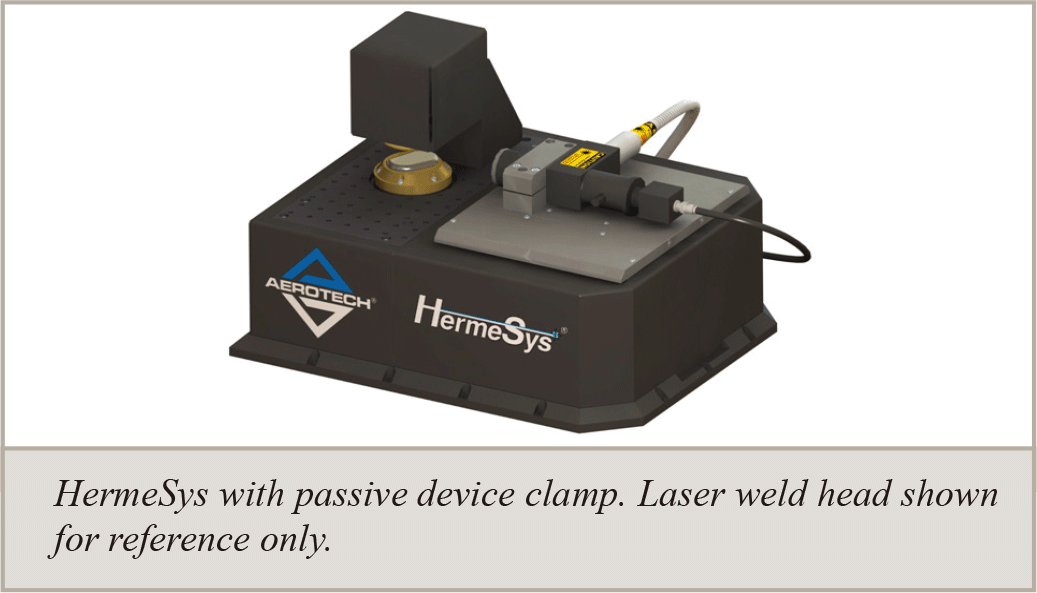
搭載被動夾具,提升工件固定穩定性,雷射焊接頭僅供參考示意
空間與能量的完美耦合:PSO 次奈秒同步技術
要讓直驅機構與銲接雷射在三維空間中完美協同,需要無懈可擊的控制大腦,我們推薦 Automation1 智能軟體控制器 與支援 HyperWire® 專利光纖通訊網路的驅動器(如 iXC4 / iXC6e 系列),頻寬高達 2 Gbps 的光匯流排線消除了網路抖動,更關鍵的是,我們在控制底層啟用了硬體級的「位置同步輸出(Position Synchronized Output, PSO)」,PSO 完全捨棄了傳統「基於時間」的雷射觸發模式,而是即時讀取多軸編碼器在三維空間中合成的「實際物理向量位移」,當機台在不規則圓角處因物理慣性而減速時,雷射脈衝的發射頻率會自動且毫秒不差地同步降低,這確保了在整個 3D 複雜輪廓上,每一發雷射脈衝的空間重疊率(Overlap)與能量密度絕對一致,徹底消滅了熱影響區(HAZ)失控的問題。
每個尖端生醫實驗室與量產產線的需求皆獨一無二,實際的系統配置將因應您的測試應用、檢驗規範、場地限制及待測物特性而有所不同。準備好升級您的精密加工與封裝能量了嗎?立即聯繫「奧創系統」團隊。我們擁有豐富的系統整合經驗與深厚的技術底蘊,不只是提供設備,更提供從模擬到驗證的一站式方案 (Turnkey Solution)。我們隨時準備為您提供最專業的客製化配置建議與全方位技術支援,與您攜手找到最適合您實驗室的完美解答。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。